
Les opérations de maintenance doivent être régulières afin de maintenir l’imprimante en bon état afin d'optimiser vos des impressions. Certaines opérations doivent être faites entre chaque impression, d'autres après plusieurs heures d'impression. Elle ne prennent pas beaucoup de temps et ne sont pas compliquées. Avant de commencer, il est extrêmement important d'éteindre l'imprimante et de la laisser refroidir. N'oubliez pas de toujours porter des gants et des lunettes de protection.
Vous trouverez dans les tableaux suivants les différentes consignes concernant les maintenances et les réparations pour la Zortrax M200 Plus. Les points de contrôle spécifiques, les opérations nécessaires et leur fréquence sont également renseignés.
1 Maintenance Principale
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Nettoyage de la machine, de son intérieur et de son environnement, en particulier du plateau inférieur sous le plateau d'impression |
Avant chaque impression |
|
Nettoyage de la poussière de la carte mère et du bloc d'alimentation à l'aide d'air comprimé. |
Toutes les 300 heures de travail |
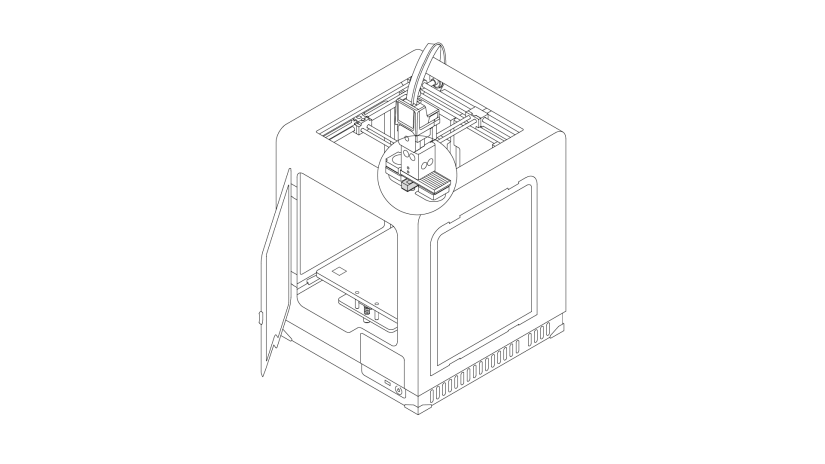
2 Hotend
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Vérifier si le hotend et la buse ne sont pas bouchés, propres et dépourvus de résidus de matière |
Avant chaque impression |
|
Nettoyage de la buse |
Après avoir fini une bobine de filament |
|
Vérifier si les vis de serrage la cartouche de chauffe et le thermocouple |
Toutes les 300 heures de travail |
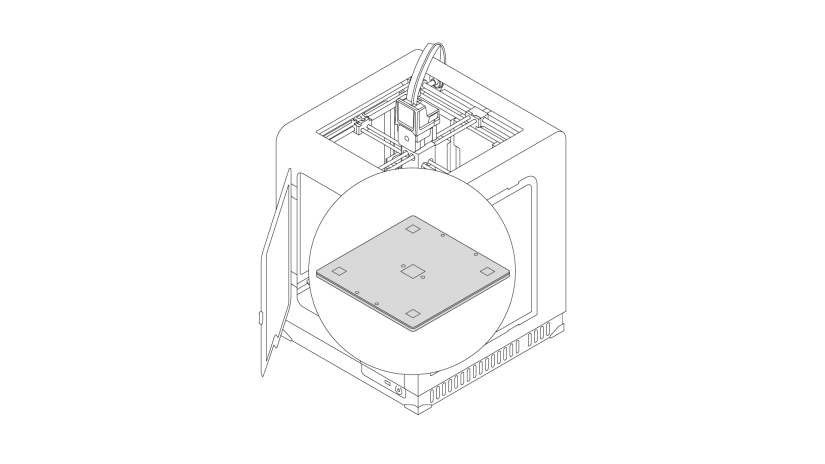
3 Plateau Chauffant
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Nettoyage du plateau perforée avec une spatule |
Avant chaque impression |
|
Vérification de la déformation de la plaque perforée |
Avant chaque impression |
|
Calibration (nivellement) |
Toutes les 200 heures de travail |
|
Vérification du serrage des vis situées à côté du petit connecteur de la plate-forme (dans le coin arrière gauche du plateau perforé) |
Toutes les 200 heures de travail |
|
Nettoyage du plateau chauffant et du dessous du plateau perforée avec une spatule et de l'acétone |
Toutes les 300 heures de travail |
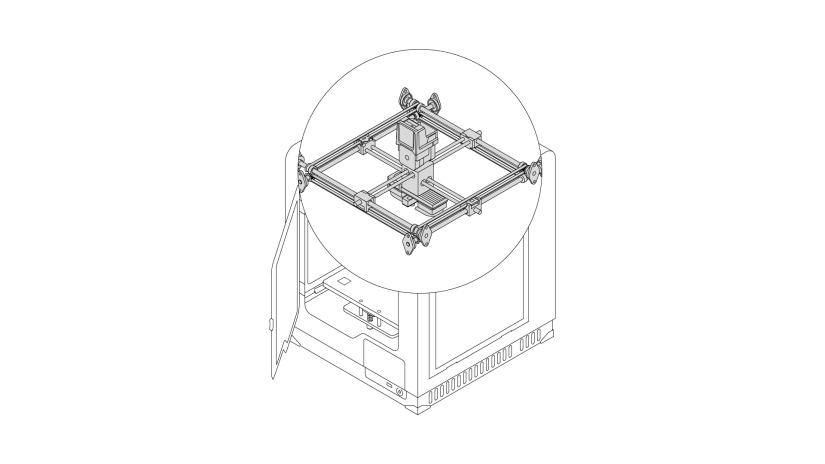
4 Axes X / Y; Rails de guidage de l'extrudeuse
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Vérifier si les axes et les rails de guidage de la tête d'extrusion sont propres et dépourvu de résidus de matériau et de poussière |
Avant chaque impression |
|
Vérification de la tension des courroies d'entraînement sur les axes X / Y |
Toutes les 300 heures de travail |
|
Vérification de la tension des courroies d'entraînement entre les moteurs et les axes X / Y |
Toutes les 300 heures de travail |
|
Vérifier si les vis des poulies sur les axes X / Y et moteurs sont serrées |
Toutes les 300 heures de travail |
|
Vérifier si la tête d'extrusion bouge librement lorsque l'imprimante est éteinte |
Toutes les 300 heures de travail |
|
Lubrification des axes X / Y et des rails de guidage de l'extrudeuse |
Toutes les 400 heures de travail |
5 Extrudeuse
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Vérifier si les vis qui fixent le hotend ne sont pas desserrées (resserrer ci besoin) |
Toutes les 300 heures de travail |
|
Enlever les restes de matière au niveau de l'extrudeur |
Toutes les 300 heures de travail |
|
Vérifier le fonctionnement des ventilateurs |
Toutes les 300 heures de travail |
6 Axe z
|
ACTIVITÉ |
LA FRÉQUENCE |
|
Lubrification de l'axe Z |
Toutes les 400 heures de travail |
7 Durée de vie de composants
Ce tableau montre la durée de vie approximative des pièces exposées à l'usure. Pensez à changer les composants en fonction de ce tableau pour garder des résultats optimaux :
|
Buse |
Hotend |
Plateau perforée |
Câble extrudeur |
Cartouche de chauffe et thermocouple |
Ventilateurs d'extrusion 40 × 40 |
|
Toutes les 300 heures de travail |
Toutes les 400 heures de travail |
Toutes les 700 heures de travail |
Toutes les 500 heures de travail |
Toutes les 400 heures de travail |
Toutes les 500 heures de travail |