
Cet article peut vous aider à trouver une solution et à améliorer la qualité de vos futurs modèles si vous avez rencontré des problèmes au cours du processus d'impression. Ne effet, si votre impression a échoué cela vient probablement, soit d'une défaillance d'un composant matériel soit de paramètres logiciels incorrects. Cela peut être rapidement résolu.
Voici une liste des problèmes les plus courants que vous pouvez rencontrer. Vous trouverez les explications qui vous permettront de diagnostiquer le problème ainsi que les instructions pour les paramètres du logiciel et les réparations matérielles. Afin de facilité la compréhension, chaque problème est illustré par une l'image.
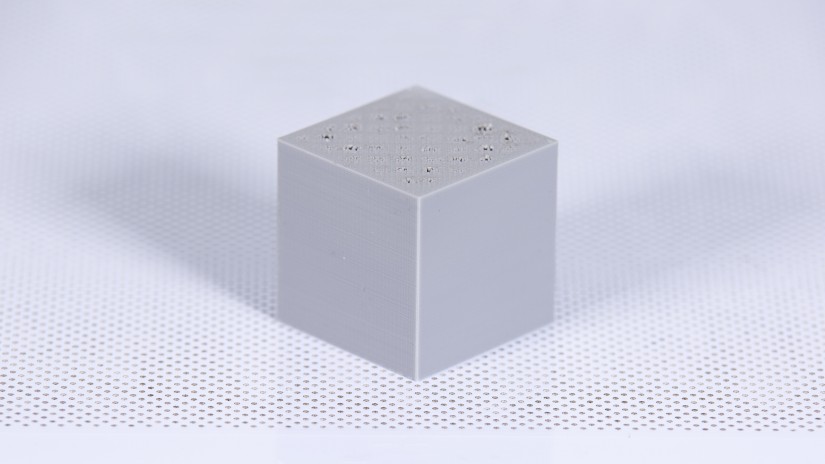
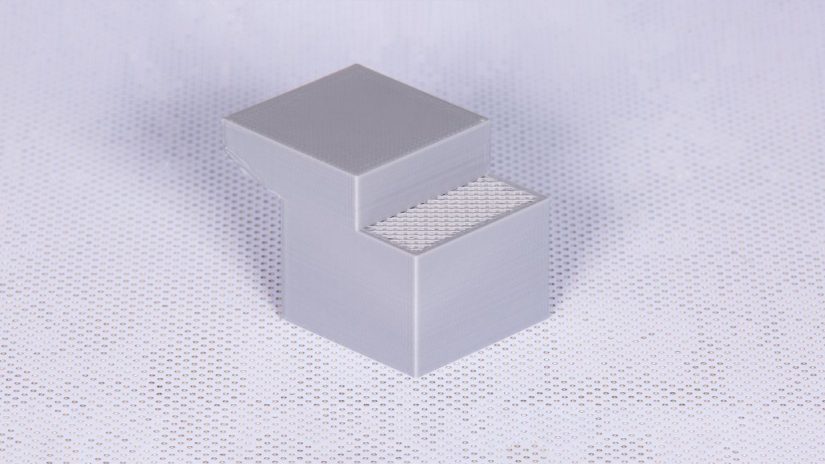
Le réglage des paramètres d’impression est très important pour la qualité d’impression. Si vous sélectionnez les réglages appropriés, vous améliorez forcément l'apparence finale de votre pièce. Par exemple, l'un des aspects négatif lié à de mauvais réglages est des couches incomplètes.
Ce problème peut être résolu dans Z-SUITE. Accédez aux Paramètres avancés lors de la préparation du modèle pour l'impression et augmentez le nombre de couches INFÉRIEURES dans la section Couches de surface .
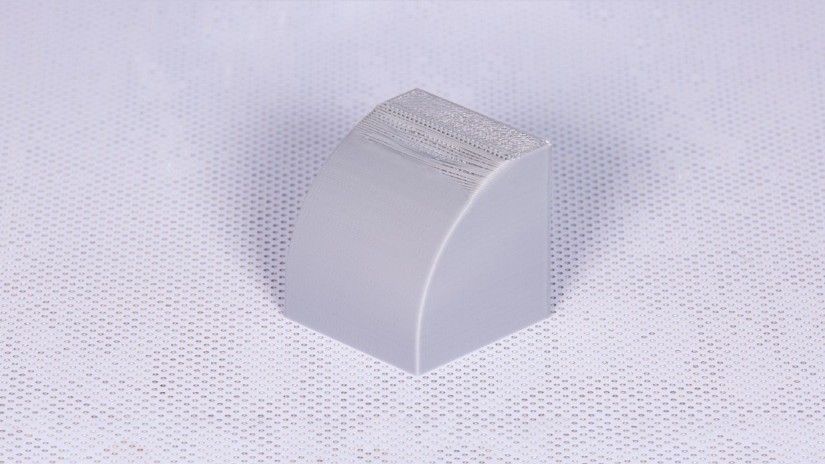
Un autre problème lié à des paramètres inadéquats est l’affaissement du porte-à-faux. Il y a quelques paramètres dans Z-SUITE à ajuster afin d'éviter le problème d'affaissement du porte à faux: Assistance , Épaisseur de la couche et Vitesse du ventilateur .
Pour éliminer ces imperfections, augmentez la valeur de l'angle de support , définissez l' épaisseur de couche la plus faible possible et définissez la vitesse du ventilateur sur 80 à 100%.
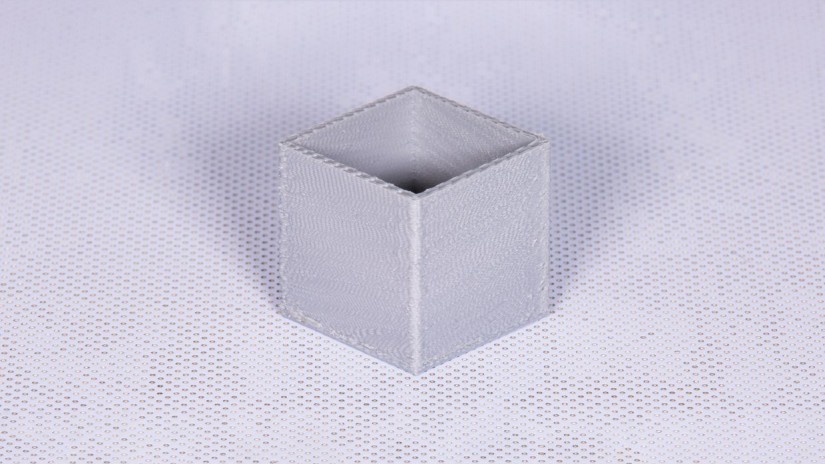
3 Murs manquants
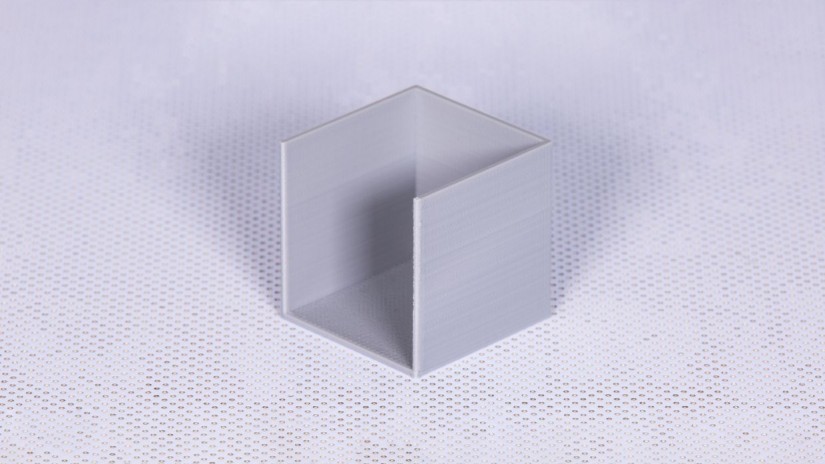
S'il manque des murs dans la structure de votre modèle, cela signifie que le modèle a été mal conçu - les coques dans les axes X et Y ne doivent pas mesurer moins de 0,4 mm d'épaisseur.
Vous devez alors, redéfinir le modèle ou le placer différemment dans l'espace de travail de Z-SUITE. L'impression des coque inférieurs à 0,4 mm ne sont possibles que sur l'axe Z.
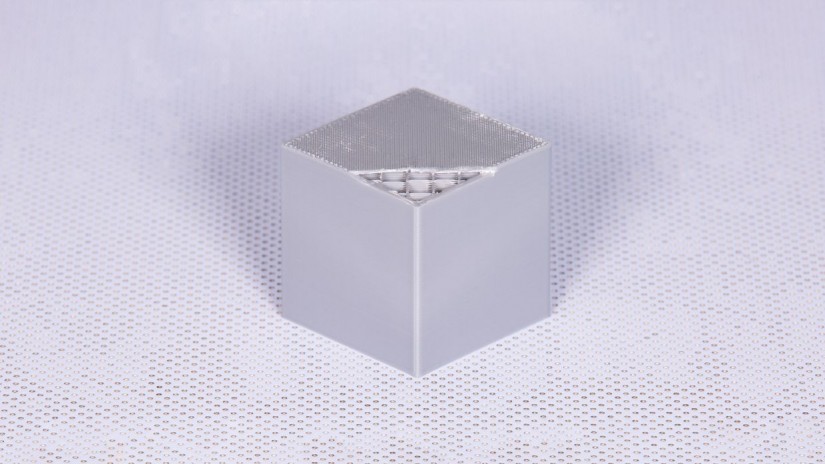
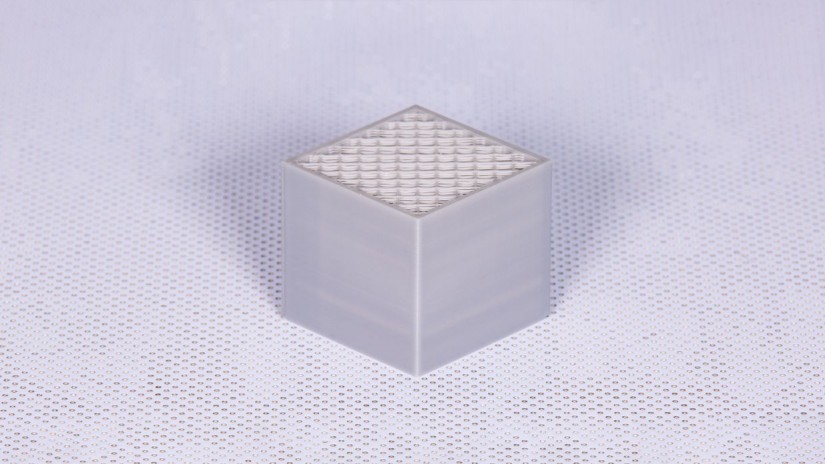
Le "pillowing" (ou effet oreiller) est un autre problème principalement dû à des réglages incorrects dans Z-SUITE. Cela se traduit par une surface supérieure inégale avec des bosses et parfois des trous. Ce phénomène se produit lorsque les paramètres de Z-SUITE ont été définis avec trop peu de couches supérieure et inférieure.
Z-SUITE ajuste automatiquement la quantité optimale de couches supérieure et inférieure en fonction des paramètres de remplissage et d'épaisseur de la couche, de manière à éviter efficacement le pillowing. Par conséquent, si vous modifiez les paramètres qui sont automatiquement renseignés par le logiciel, vous risquez d'avoir des problèmes de qualité.
Parfois, le problème de pillowing est causé par un défaut au niveau de la chauffe. Si vous avez les symptômes de pillowing alors que vous avez laissé Z-SUITE rentrer les paramètres, envisagez de remplacer la cartouche chauffante et la sonde de température. Voir le manuel:
Remplacement de la cartouche chauffante et la sonde de température.
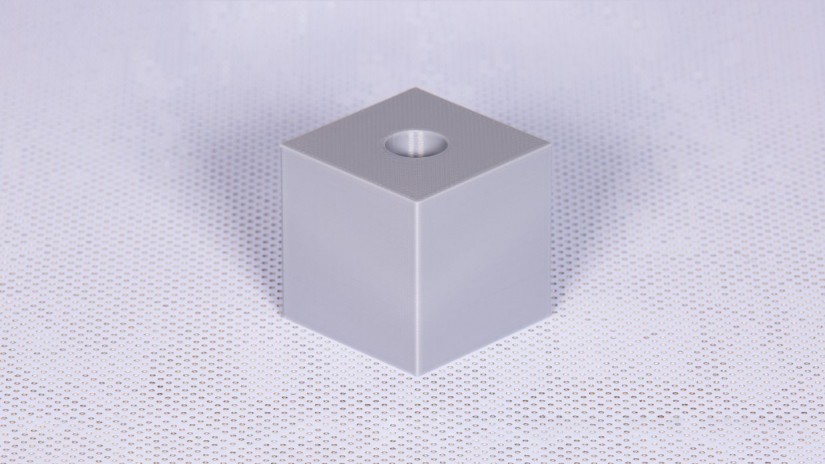
Lors de la conception de trous dans votre modèle, vous devez garder à l'esprit que le trou doit être plus grand que celui souhaité. Le trou devrait être ~ 0,3mm plus grand que celui que vous voulez obtenir.
Concernant, vous pouvez modifier la conception de votre modèle ou, utiliser l'option Options avancées dans Z-SUITE et augmenter la valeur du décalage des trous (en mm).
Il est important d’exécuter la maintenance de votre imprimante pour obtenir des impressions de haute qualité. Certaines opérations de maintenances doivent être réalisées entre chaque impression, d'autres selon un planning de maintenance. Si vous ne les faites pas, vous risquez d'impacter vos pièces.
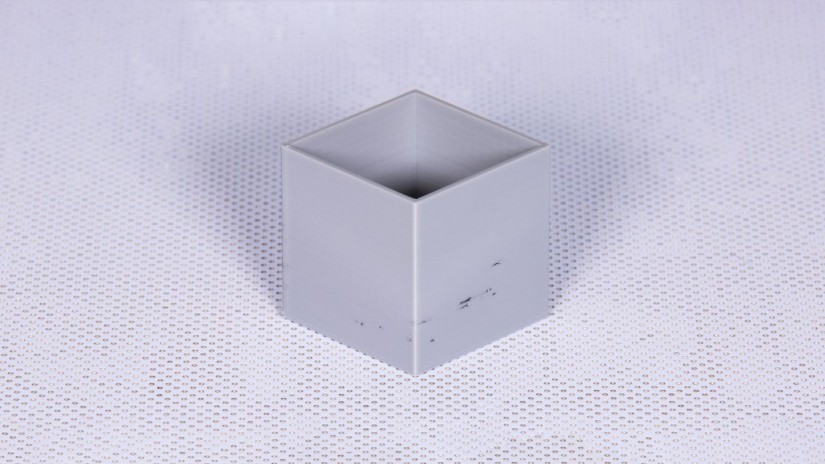
Si vous remarquez des traces de brûlures sur la surface du modèle, il est possible que la buse soit en cause, par exemple des résidus de matière.
Il y a deux façons de résoudre ce problème. Vous pouvez nettoyer la buse en la frottant avec une spatule puis en la plaçant dans un récipient contenant de l'acétone, ou vous décidez de la remplacer. Voir les manuels: Nettoyage de la buse ou remplacement de la buse .
Nos manuels de maintenance fournissent des instructions complètes et précises sur le maintien de vos appareils. Lisez le guide de maintenance pour avoir les règles spécifiques pour les travaux de maintenance des imprimantes Zortrax.
Les problèmes techniques sont les premières causes de problèmes d'impression graves. Les pièces usées ou endommagées impactent directement le résultat final.
La cartouche chauffante et la sonde de température sont chargés de fournir une température suffisante pendant la fusion du matériau.
Par conséquent, une température inadéquate peut influer sur le résultat final et provoquer des irrégularités sur la surface du modèle.
Afin de résoudre ce problème, remplacez la cartouche chauffante et la sonde de température. Voir le manuel: Remplacement de la cartouche chauffante et la sonde de température
Si le remplacement de ces pièces ne vous aide pas, remplacez le circuit imprimé de l'extrudeur.

Un autre effet indésirable de surchauffe est appelé "stringing" ou "cordage". Le Stringing est particulièrement visible sur les modèles comportant des pièces minces disposées à une certaine distance les unes des autres. Ce phénomène intervient lorsque la température n'est pas adaptée car beaucoup trop haute. Le matériau fuit et créer ses "cheveux" de plastiques entre les parties d'une même pièce. Si vous remarquez ces cheveux sur votre modèle, la cartouche chauffante et la sonde de température sont peut-être défectueux.
Afin d’empêcher le stringing, essayez d’abord de nettoyer la buse et d’augmenter la vitesse du ventilateur dans Z-SUITE. Si vous avez le même problème après ces réglages, remplacez la cartouche chauffante et la sonde de température . Si ce remplacement n'améliore pas la qualité de vos impressions, envisagez de remplacez le circuit imprimé de l'extrudeur.
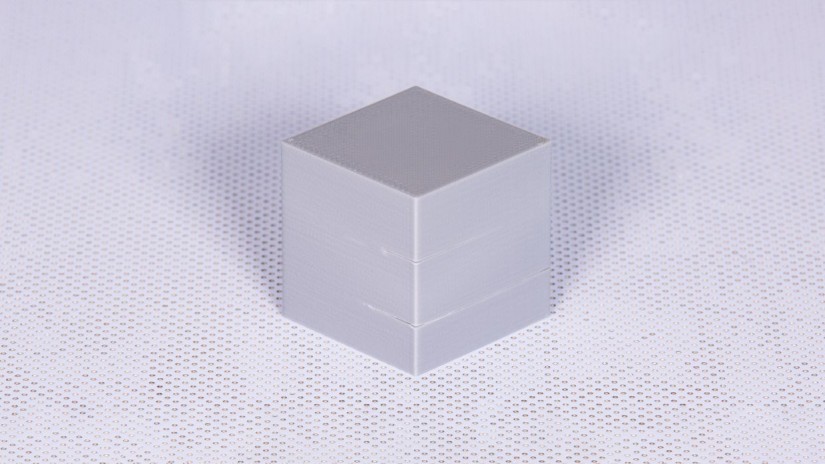
Si des couches de votre modèle sont déplacés (comme illustré ci-dessus), vous devrez certainement effectuer des réglages liés aux axes. Souvent, cela est dû à des poulies desserrées sur le moteur d'axe X ou Y.
Serrez les vis sur les poulies du moteur d'axe X ou Y. Voir le manuel: Maintenance des axes.
Si cela ne résout pas le problème, effectuez la procédure de maintenance des axes avec des gabarits.
Lorsque vous revenez voir votre modèle, il est possible que vous n’aillez qu'une partie de votre pièce de réalisée. Si c’est le cas, c'est qu'il y a probablement un souci avec la bobine de matériau utilisée.
Les pièces ne sont pas filialisées si :
- le matériau s'emmêle sur la bobine
- il n'y a plus de filament
- le matériau est bloqué dans l'extrudeur
- le lecteur de carte SD ou l’affichage est cassé.
Afin d'éviter de réimprimer le modèle, assurez-vous que le filament ne soit pas emmêlé et que vous en avez préparé une quantité suffisante pour imprimer votre modèle.
S'il y a un blocage dans l'extrudeuse, nettoyez d'abord la buse en suivant ce manuel. Effectuez également la maintenance de l'extrudeur. Suivez les étapes de ce manuel.
Si par contre, le problème provient d’un affichage défectueux, remplacez-le conformément à ce manuel .
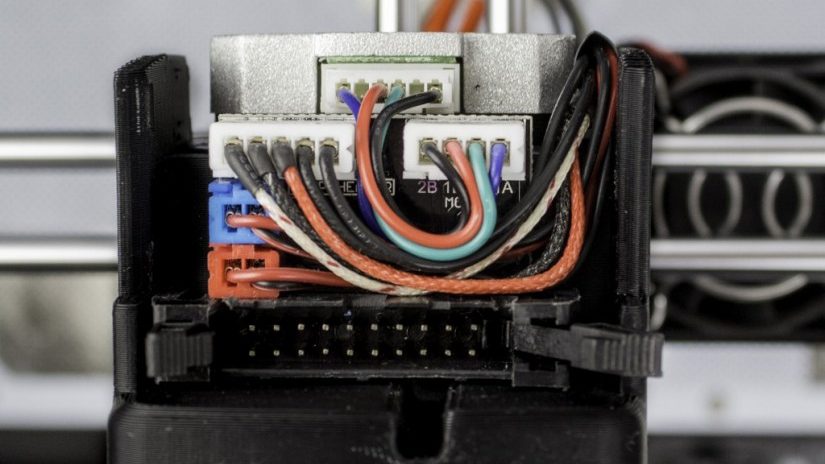
Si vous entendez un clic provenant du moteur de l'extrudeur lors du chargement ou de l'impression du matériau, cela peut venir des branchements. Vérifiez d'abord si tous les câbles sont correctement connectés à la carte comme sur la photo.
Si les câbles sont correctement connectés, vérifiez s’il ne reste pas de matière dans l'extrudeur (voir le manuel Entretien) ainsi que la buse (voir le manuel Nettoyage de la buse ).
Si le problème persiste, le câble de l'extrudeur est probablement endommagé. Remplacez-le conformément à ce manuel: Remplacement du câble de l'extrudeur .
Si le remplacement du câble ne règle pas le problème :
- remplacez la cartouche chauffante et la sonde de température. Voir le manuel: Remplacement de la cartouche chauffante et la sonde de température
- remplacer le circuit imprimé de l'extrudeuse.
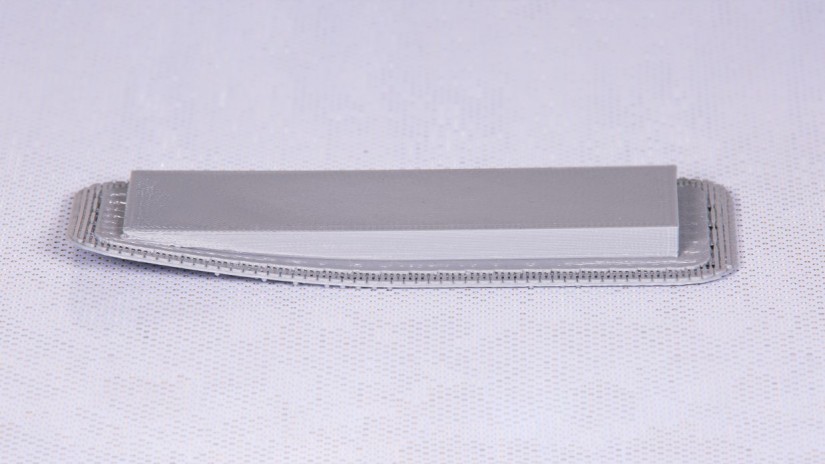
Les premières couches de filament appelées RAFT, sont toujours imprimées avant l'objet principal et ont une surface plus grande que cet objet. Une fois l’impression terminée, le RAFT doit être retiré de lu plateau d’impression avec le reste du modèle. Le RAFT améliore l’adhésion au plateau d'impression et réduit les risques de déformation.
Par conséquent, si le RAFT ne colle pas correctement au plateau d'impression, l'ensemble du modèle risque de se déformer pendant l'étape d'impression. Ce problème se produit souvent lors de l'impression de modèles volumineux.
Pensez à bien calibrer le plateau d'impression et en effectuer la maintenance pour éviter ce genre de problème. Voir les manuels: Calibration du plateau d'impression et maintenance du plateau d'impression.
Évitez tout courants d'air dans l'enceinte d'impression et imprimez dans un environnement compris entre 21 et 28 ° C [70 - 82 ° F]. Utilisez les capots latéraux afin de maintenir une température stable à l'intérieur de la chambre d'impression.
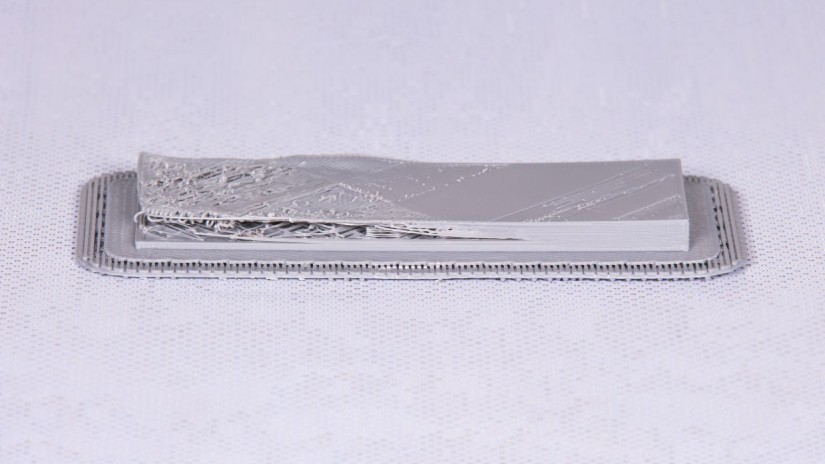
14 Délaminage des couches
De bonnes conditions d'impression sont très importantes pour la qualité du modèle. Imprimez toujours dans une pièce à faible débit d'air, à une température ambiante stable. Les couches de matériau ont besoin d'une température appropriée pour coller les unes aux autres.
Le problème du délaminage et des fissures sur le modèle se produit souvent sur les grands modèles lorsque l'imprimante est exposée à des courants d'air ou lorsque vous utilisez un matériau inapproprié.
Pour résumer concernant l'environnement d'impression, évitez les courants d'air et imprimez à une température comprise entre 21 et 28 °C. Utilisez les capots latéraux pour maintenir une température stable à l'intérieur de la chambre d'impression. Préférez les matériaux à faible retrait afin d'éviter le fissures.