
Sur certaines impressions 3D il est possible de remarquer de petites mèches de plastique qui apparaissent. Ses "cheveux" sont visibles entre les différentes parties d'une pièce. Ces brins de plastique indésirables sont appelés "stringing". Le stringing peut être dépendant du matériau, mais nous donnons quelques solutions afin d'éviter le stringing.

Rétraction
La rétraction est un paramètre que vous pouvez trouver dans Cura et qui est activé par défaut. Vous pouvez vérifier son activation dans la vue claques de Cura. Les petites lignes verticales bleu foncé représentent les rétractions dans l'impression. Bien que la rétraction soit activée sur le logiciel, il y a toujours un risque que de petites mèches de plastique apparaissent sur les endroits où vous ne le faites pas. Vous allez voir comment minimiser le phénomène de stringing en lisant la suite de cet article.
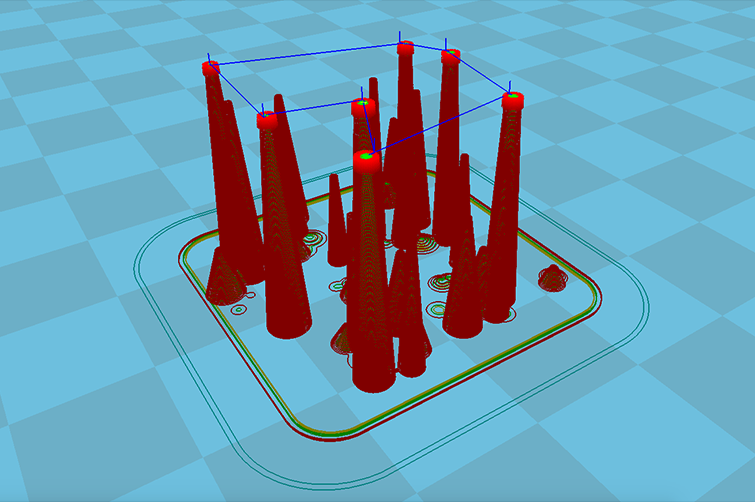 Les lignes verticales bleu foncé sont des mouvements de rétraction
Les lignes verticales bleu foncé sont des mouvements de rétraction
Température
La température est la clé pour éviter le stringing. Une température élevée signifie que le matériau sera plus liquide, donc qu'il pourra suinter depuis la buse. En paramétrant une température plus basse, le matériau est donc moins susceptible de suinter lors de l'impression.
Nous ne pouvons pas donner de température parfaite pour éviter le stringing car ce facteur doit être à adapter en fonction de chaque matériau (types, couleurs). Cependant, nous vous recommandons d'abaisser la température par palier de 10 degrés jusqu'à ne plus avoir de stringing pour votre matériau. Par exemple, pour certaines impressions en PLA, nous avons même abaisser la température à 180 degrés.
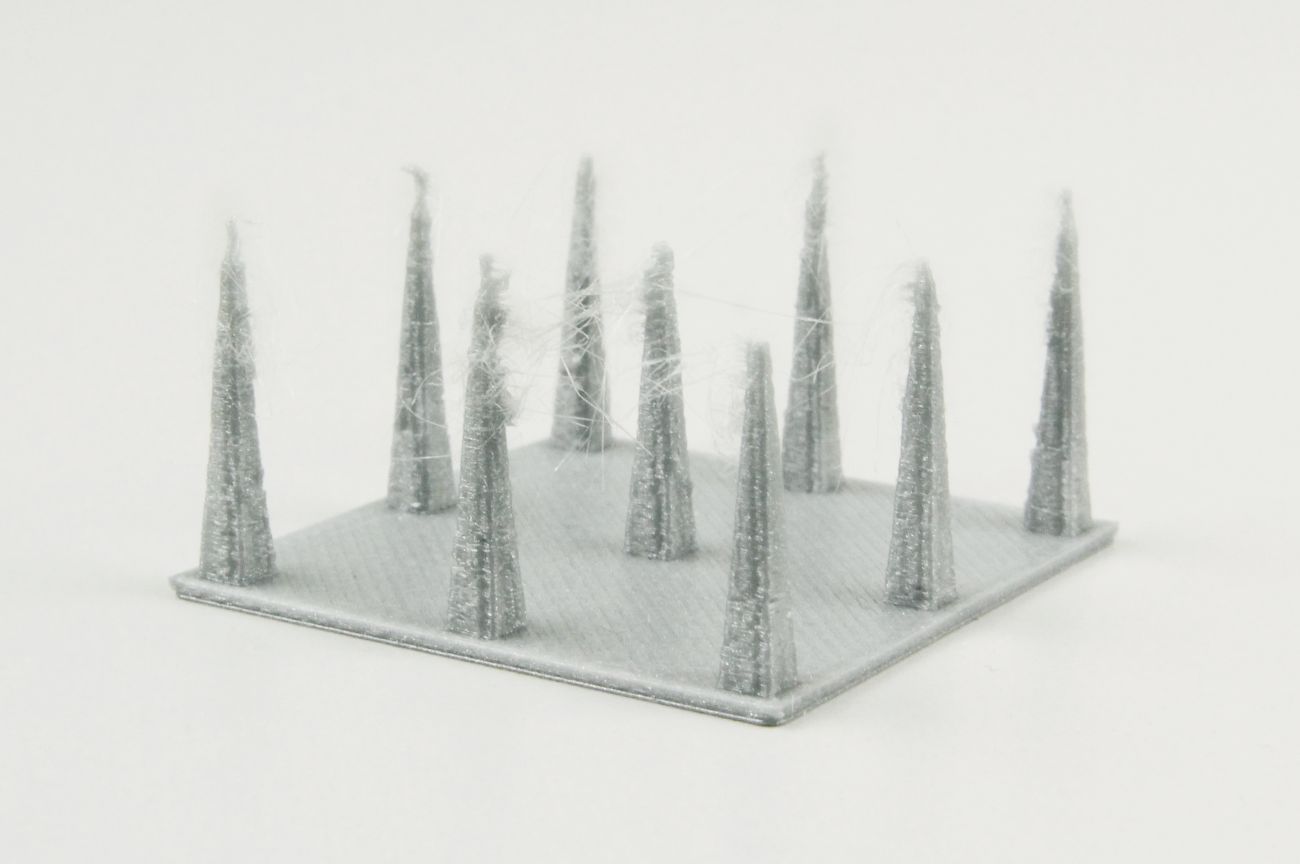
 Avec une température plus élevée, le matériau générera plus de Stringing
Avec une température plus élevée, le matériau générera plus de Stringing
La vitesse
Abaisser la température est une chose, la vitesse d'impression joue également un rôle. Si vous avez abaissé la température, il aussi est recommandé de réduire la vitesse d'impression en conséquence. De cette façon, vous devriez par exemple pouvoir atteindre la température de 180 degrés pour le PLA avec une vitesse d'impression d'environ 20 mm/s.

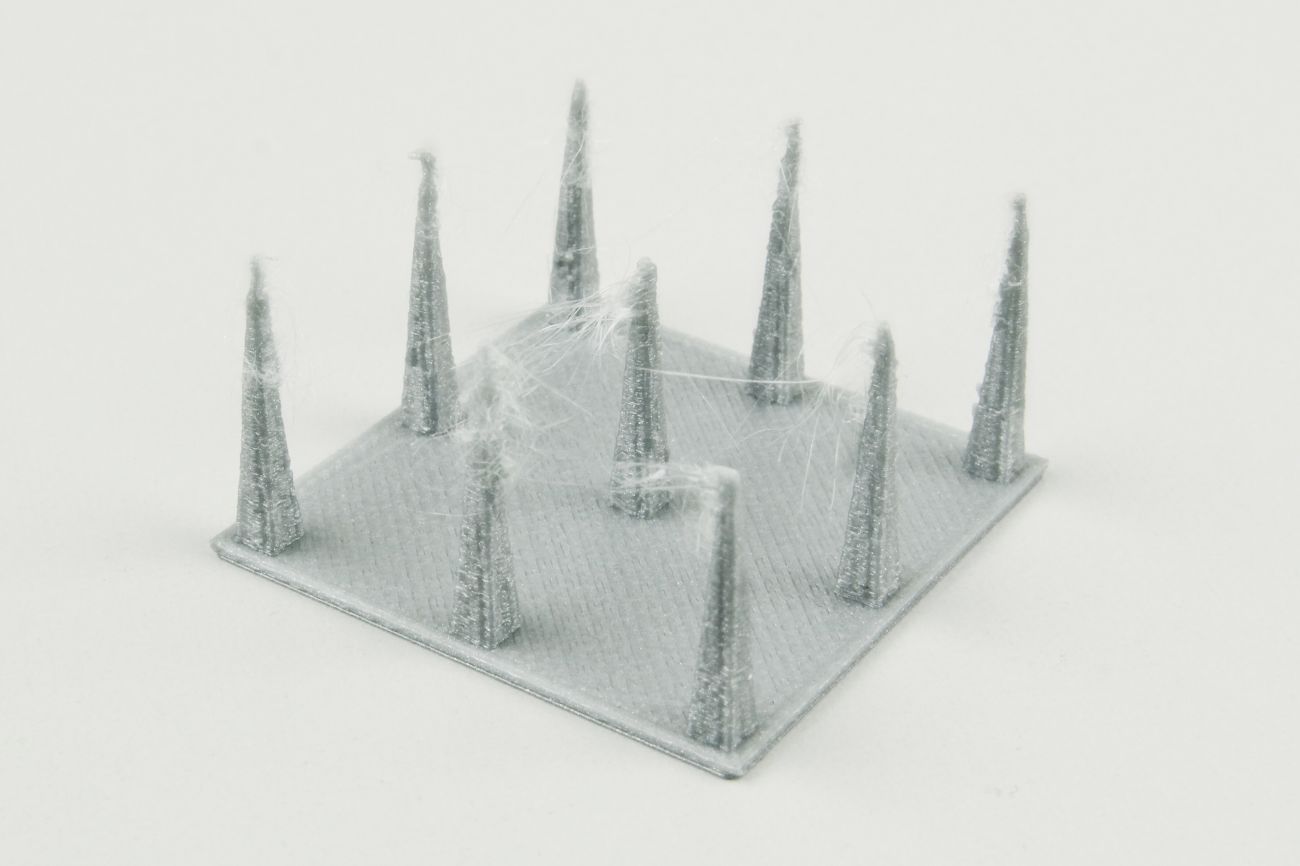
Avec les bons paramètres, vous pouvez éviter le stringing.