
La sous-extrusion est lorsque l'imprimante est incapable de fournir la bonne quantité de filament. Cela se traduit par des couches manquantes, très minces ou des un modèle avec des trous positionnés aléatoirement. La sous-extrusion est un problème complexe, dont la source est difficile à diagnostiquer car de nombreuses variables sont à considérer. Voici quelques conseils afin d'y remédier :
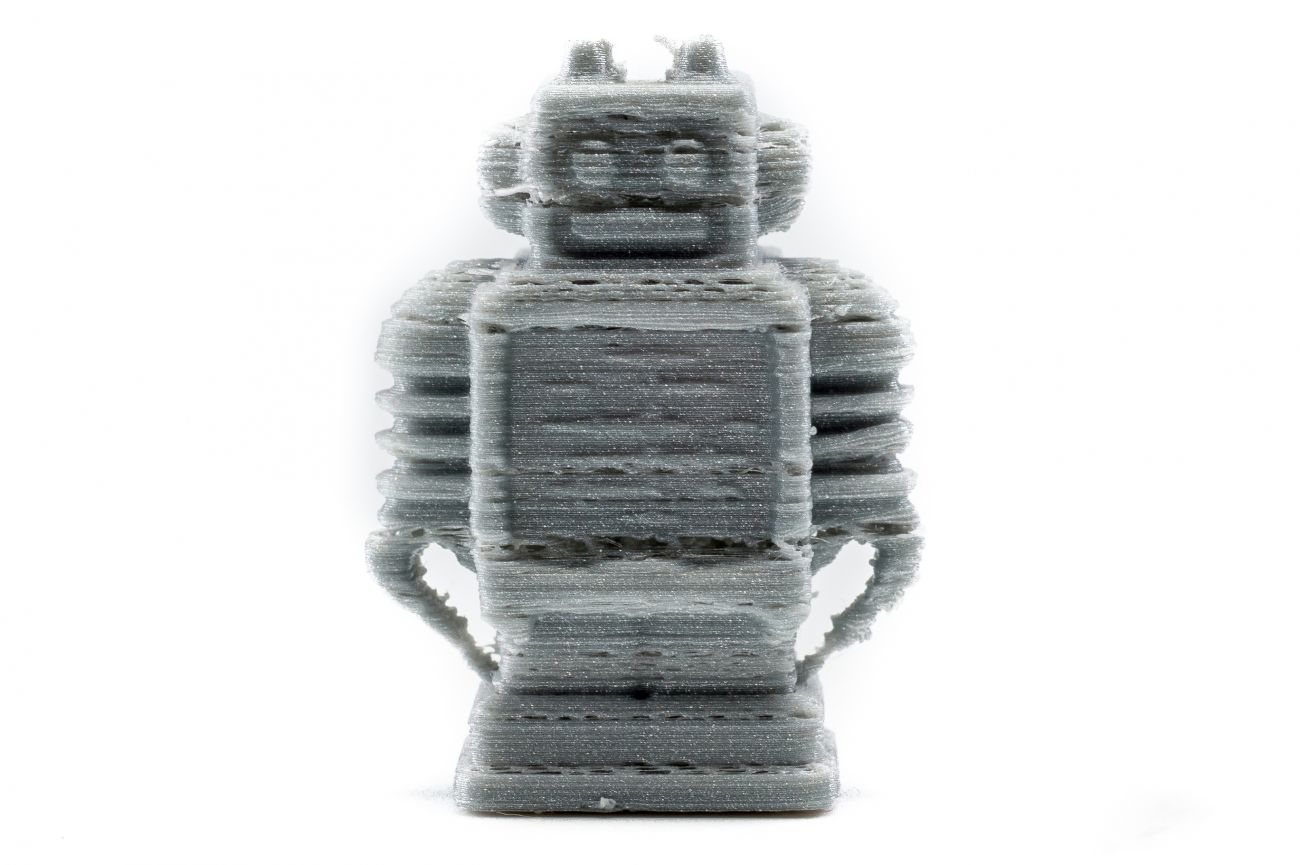
Robot Ultimaker montrant des signes de sous-extrusion
Remarque: Si il manque une seule couche à votre modèle, ce n'est pas de la sous-extrusion. Dans ce cas, il y a un problème de «couche ignorée».
Matériaux et paramètres matériaux
La première chose à faire lors de sous-extrusion est de vérifier les paramètres matériaux. Il est important que le profil du matériau sélectionné corresponde au matériau utilisé. Par exemple, un mauvais réglage de la température peut poser problème. Lorsque que l'on a une température trop basse, le matériau ne peut pas fondre correctement et nécessite une pression plus élevée pour le pousser à travers la buse. De ce fait, si la pression est trop élevée, il y aura de la sous-extrusion. Au contraire, lorsque la température est trop élevée, le matériau finira par obstruer la buse. Pensez à regarder les températures indiquées par le fabriquant sur vos bobines.
La taille de la buse, la vitesse d'impression et la hauteur de couche sont étroitement liées à la température. Ces facteurs définissent le débit, qui correspond au volume de matériau extrudé par seconde. Si vous choisissez des mauvais paramètres, vous extrudez plus que votre Ultimaker n'en est capable et cela entraîne de la sous-extrusion. Il faut donc, qu'il y ait toujours un bon équilibre entre température et vitesse. Lorsque vous décidez d'imprimer à des températures élevées, vous pouvez imprimer rapidement. Cependant, lorsque vous imprimez à des températures basses, vous serez obligé de diminuer la vitesse pour obtenir une extrusion optimale.
Outre les paramètres de matériau, il est également possible que le matériau lui-même cause le problème. Par conséquent, il est toujours recommandé de vérifier que le filament ne s'enchevêtre pas au niveau de la bobine avant tout impression.
Cependant, il est également possible que le matériau ait absorbé trop d'humidité. Certains matériaux comme le PVA sont hyper sensibles à l'humidité et peuvent perdre en qualité lorsqu'ils sont exposés ou stockés dans un environnement humide pendant trop longtemps. C'est pour cette raison que la stockage est très important.
Le Feeder
Le feeder est la partie de l'Ultimaker qui «alimente» en filament l'imprimante 3D et est, par conséquent, le premier composant qui pourrait causer des problèmes d'extrusion. Les symptômes d'une sous-extrusion sont :
- Le filament se déplace difficilement vers le Hot-end
- le filament est broyées / rongé dans le feeder
- Le Feeder fait des à-coups ou va-et-viens

Si le matériau ne se déplace pas correctement à travers le tube Bowden et le hot-end, cela peut signifier qu'il y a un frottement dans le tube Bowden ou du hot-end. Il est aussi possible que le feeder n'exerce pas assez de pression sur le filament. Il est facile de savoir si c'est le cas, en retirant le filament et en vérifiant s'il y a les marques d'entraînement du feeder sont visibles. Si vous remarquez que le filament est lisse c'est que la tension du feeder est trop faible.

Les marques sur le matériau signifient une bonne tension d'alimentation ✔

Aucune marque sur le matériau signifie une tension d'alimentation trop faible ❌

Si le matériau est détérioré comme la photo ci-dessus, cela signifie que la tension d'alimentation est trop élevée ❌
Si le filament est pressé et aplati, c'est que la pression du feeder est trop importante. Cela peut également arriver lorsqu'il y a un blocage au niveau du hot-end. Vous trouverez plus de détails sur cette étape dans ce guide. Si votre filament est abîmé , retirez-le et nettoyez le feeder avant de continuer. Cliquer sur cette page afin d'avoir une explication plus détaillée sur la façon de procéder.
Le tube Bowden
Une fois que le matériau a passé le feeder, il sera acheminé à travers le tube Bowden. Il est possible que le matériau subisse une friction dans le tube Bowden, ce qui entraîne une sous-extrusion.
Si le filament a été abîmé, il y a de fortes chances que de petites particules de filament s'accumulent au niveau du tube Bowden. Ces particules provoquent des frottements et conduisent à de la sous-extrusion. C'est pourquoi il est recommandé de vérifier que le tube Bowden si vous avez eu un problème de feeder.
Vers la fin des bobines, les filaments sont souvent serrées. En passant par le tube bowden, il y a donc plus de risques qu'il y ait une certaine friction que si le filament était bien droit.
Le hot-end
De temps à autre, il est possible que vous aillez un problème de sous extrusion lié au hotend de l'imprimante.

Tout d'abord, il pourrait y avoir un blocage partiel dans la buse, empêchant le filament de passer correctement. Si le hotend contient des résidus de filament, cla peut engendrer de la sous-extrusion. Pour éviter la sous-extrusion, pensez à déboucher votre buse.
Le coupleur peut se déformer après plusieurs heures d'impression. Cela peut être une des raisons pour lesquelles il y a des problèmes de sous-extrusion (pour toutes les imprimantes 3D Ultimaker à l'exception de l'Ultimaker3 (Extended). Cela correspond à la partie blanche dans le hot-end, qui est appelée le coupleur PTFE pour la famille Ultimaker2 et Ultimaker Original (+) et le coupleur TFM pour les imprimantes Ultimaker2+. Ce coupleur est un consommable qu'il faudra changer lors qu"il sera usé à cause de la chaleur et de la pression dans le hot-en. Concernant le Hotend en lui même, un mauvais ajustement pourrait être un facteur de sous-extrusion (notamment après un emplacement). Il est important que les pièces s'emboîtent correctement. Si les pièces ne sont pas bien placées il y a des risques que du filament fondu s'introduise entre elles et provoque un blocage.
Concernant le Hotend en lui même, un mauvais ajustement pourrait être un facteur de sous-extrusion (notamment après un emplacement). Il est important que les pièces s'emboîtent correctement. Si les pièces ne sont pas bien placées il y a des risques que du filament fondu s'introduise entre elles et provoque un blocage.
Si après toutes ces étapes vous rencontrez toujours des problèmes, nous vous invitons à prendre contact avec notre support technique en cliquant sur ce lien