
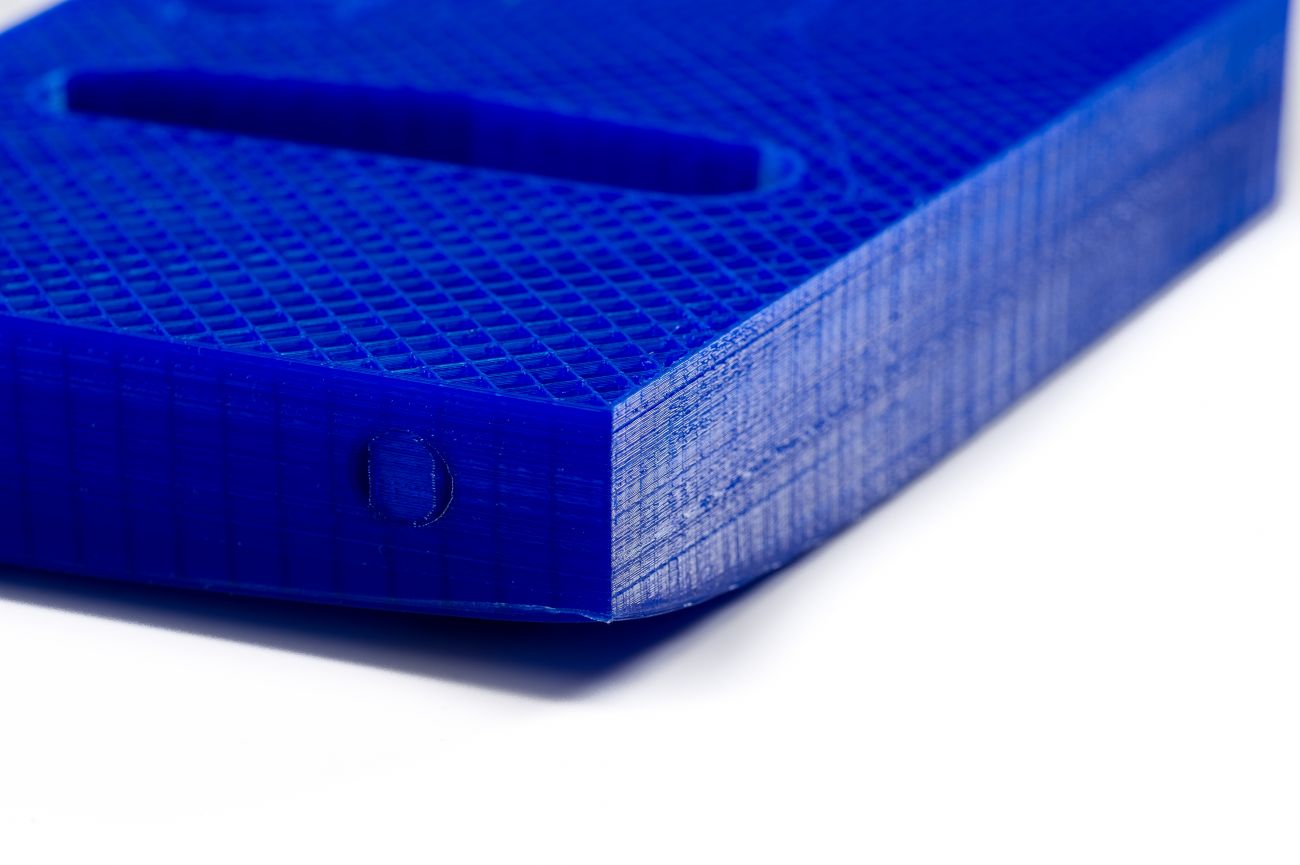
Le "warping" est le terme employé lorsque la pièce se soulève et se détache au niveau des angles sur le plateau d'impression. Ce phénomène se produit à cause du rétrécissement du matériau lors de l'impression 3D. Lorsque les plastiques sont imprimés, ils se dilatent d'abord légèrement et se contractent lorsqu'ils refroidissent. Dans le cas où le matériau se contracte trop, l'impression a tendance à se décoller du plateau. Certains rétrécissent plus que d'autres (par exemple, le Polycarbonate a un retrait plus élevé que le PLA). Cela signifie que ces matériaux risquent de se déformer plus facilement lors de leur impression.
Nous allons vous expliquer comment éviter ou minimiser le warping pour vos impressions.
Adhérence au plateau
Pour minimiser le warping, vous devez vous assurer que votre pièce adhère bien au plateau d'impression. C'est l'un des facteurs à prendre en compte car sans une bonne adhérence, votre pièce aura tendance à se détacher (notamment dans les coins). Vous allez voir les différentes façons afin d'améliorer l'adhérence de votre pièce au plateau d'impression.
Utilisez un plateau chauffant
La meilleure façon d'éviter le warping est d'utiliser un plateau chauffant. Il permet de maintenir le matériau à une température juste au-dessous du point où le matériau se solidifie (la température de transition vitreuse). De cette manière, nous somme sûr qu'il reste plat et connecté au plateau d'impression. Pensez à utiliser la bonne température lorsque vus utilisez un plateau chauffant, car c'est un détail très important su'il en faut pas négliger. Afin de trouver la bonne température pour votre matériau, veuillez vous référer à nos guides de matériaux.
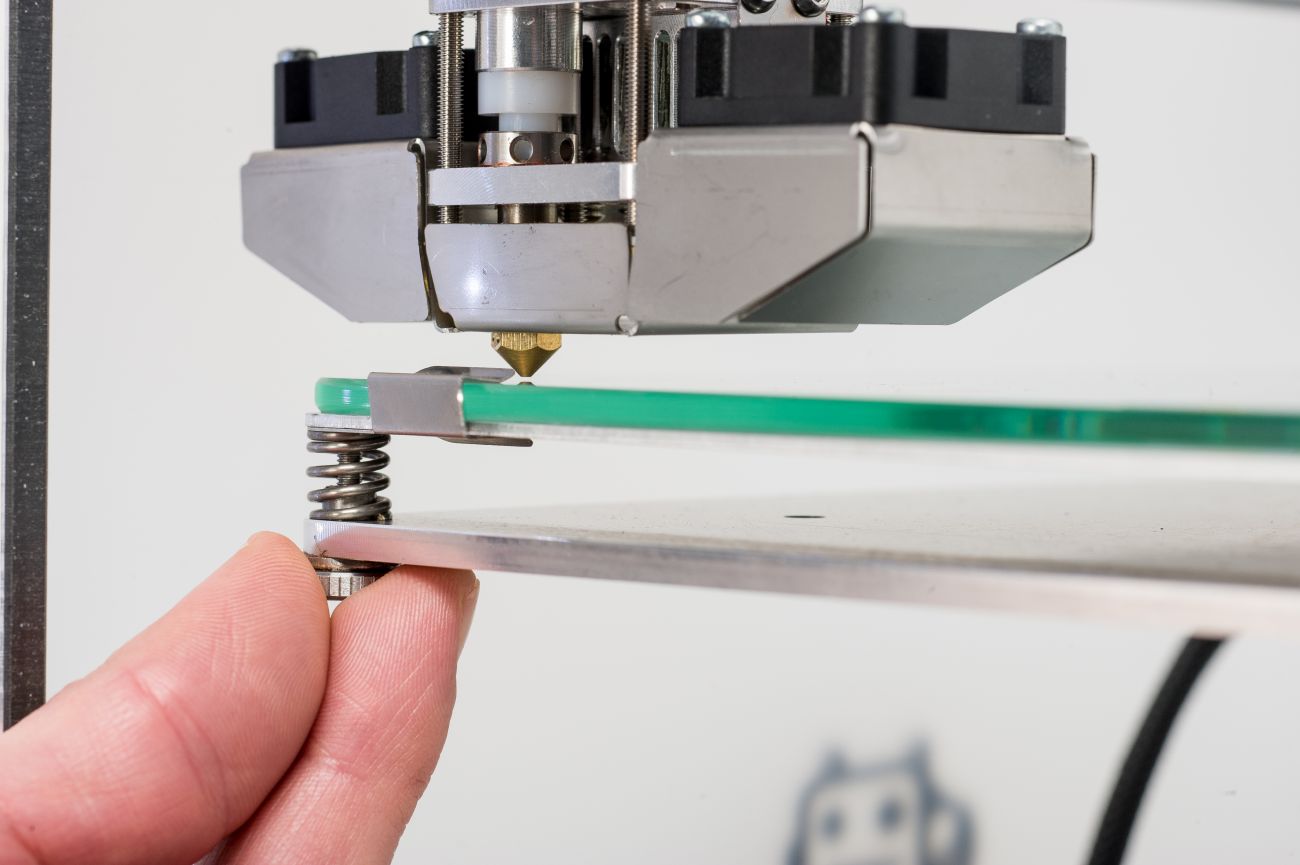
Autre détail primordial, assurez-vous que votre plateau soit correctement calibré.
La premièrement couche est la plus importante. afin d'éviter le warping: Il faut que la distance entre la buse et le plateau soit parfaitement réglée afin que la première couche s'applique et colle correctement au plateau en verre. Si cette distance est trop grande, le matériau peut facilement se détacher. Si vous rencontrez des problèmes avec la première couche d'impression, nous vous recommandons de refaire la calibration plateau.

Utiliser une solution d'adhérence
La surface d'impression soit être lisse et propre afin de s'assurer que l'impression adhère bien. Il ne doit pas y avoir de traces d'huile ou de graisse, car cela impact négativement l'adhérence de la pièce. Afin d'éviter le warping lorsque vous utilisez un plateau chauffant, nous vous recommandons d'appliquer un adhésif sur la plaque en verre. Les méthodes d'adhésion diffèrent selon les matériaux - veuillez vous référer aux manuels des matériaux pour plus d'informations.
 L'application de colle / laque sur le plateau en verre améliore l'adhérence
L'application de colle / laque sur le plateau en verre améliore l'adhérence
Utilisez un Brim (bordure)
Cura vous permet d'utiliser la fonction appelée «Brim» ou bordure. C'est un moyen efficace pour éviter le warping. En effet, cela imprime une zone plate et épaisse d'une seule couche autour de votre objet, qui résiste aux forces de traction lorsque l'impression refroidit. L'avantage qu'il soit imprimé qu'avec une couche est qu'il est facile de l'enlever une fois l'impression terminée. Reportez-vous au manuel de Cura pour plus d'informations.
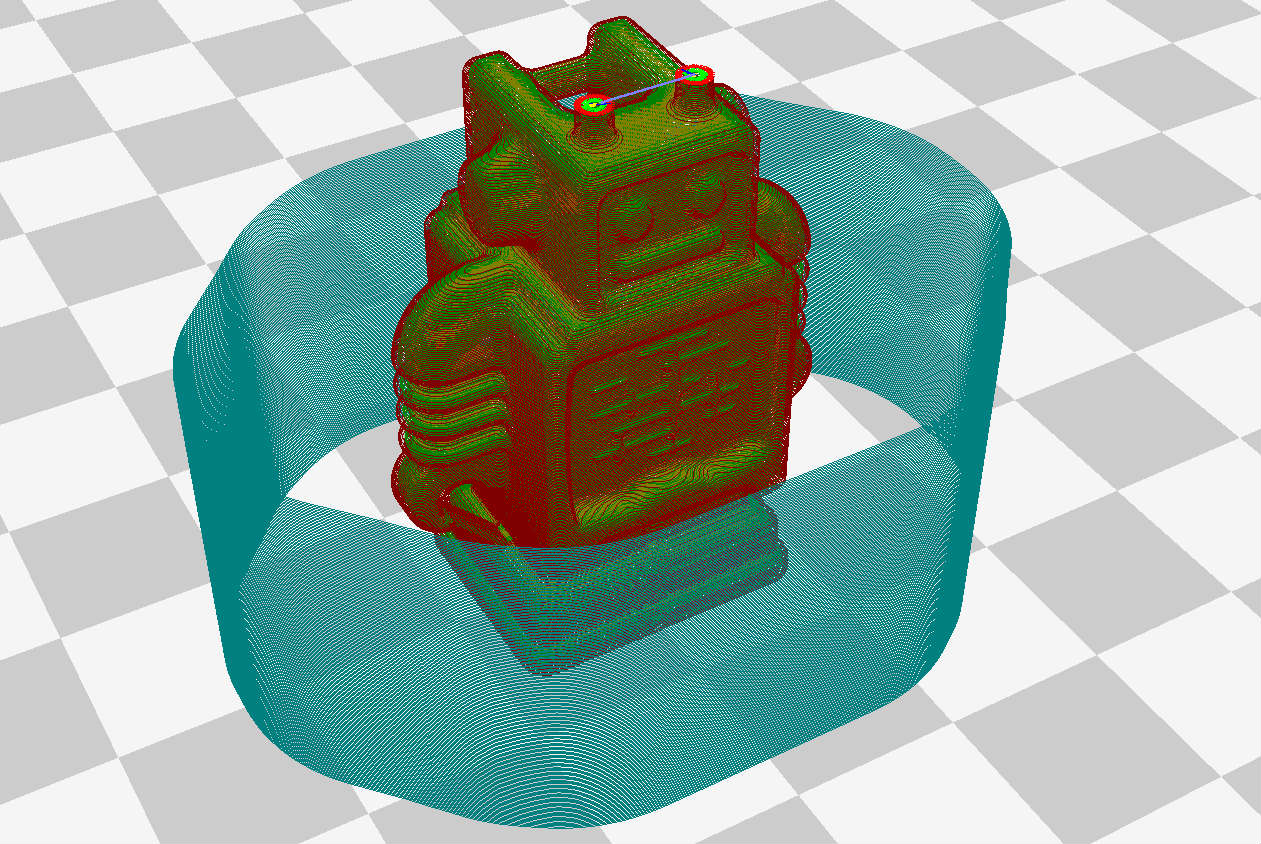
Utilisez un Raft (radeau)
Il est possible que pour certains matériaux ou modèles, le Brim ne suffise pas lorsque l'on parle d'éviter le warping. Dans ces cas, il est conseillé d'utiliser un raft. Un raft ou radeau permet d'ajouter une grille épaisse entre le modèle et le plateau. La chaleur est donc répartie également sur la plateau. cette technique est particulièrement utile lorsque le fond d'un modèle n'est pas complètement plat, ou lors de l'impression avec des matériaux industriels. Si vous souhaitez plus d'informations à propos des réglages d'un Raft, reportez-vous au manuel de Cura.
Ajustez les paramètres de la première couche
Il y a deux paramètres importants qu'il faut prendre en compte lorsque l'on paramètre la première couche. Premièrement l'épaisseur : une couche initiale plus épaisse facilite l'adhérence au plateau. Deuxièmement la vitesse : il est important de ne pas choisir une vitesse trop élevée, car le matériau risque de rester accroché à la buse et d'être traîné au lieu de rester fixé au plateau.
Refroidissement
Lorsque l'on veut éviter le warping, il faut également prendre en compte le refroidissement de la pièce. Le matériau se contracte lors du refroidissement et se qui provoque une traction sur le matériau. Les matériaux doivent donc être correctement refroidis avant que la couche suivante soit appliquée. Cependant, il faut éviter de refroidir de trop la pièce afin d'assurer une impression lisse et sans warping.
Utilisez les paramètres du ventilateur
Les ventilateurs de la tête d'impression sont généralement désactivés pour la première couche. Cura permet des réglages de ventilateur pour éviter le warping, tels que la "hauteur d'activation du ventilateur" et "nombre de couches plus lentes". La hauteur d'activation du ventilateur définit à quelle hauteur les ventilateurs s'allumeront. Le nombre de couches plus lentes règle la vitesse du ventilateur pour augmenter progressivement en fonction d'un nombre défini de couches. Afin éviter le warping, il est conseillé de soit laisser les ventilateurs éteins pour la première couche, soit d'augmenter lentement la vitesse du ventilateur. De cette manière, cela garantit que la couche inférieure conserve sa température et évite d'être trop refroidi.
Imprimer avec un bouclier
Cura offre l'option (expérimentale) d'imprimer avec un bouclier. Cette paroi plus ou moins épaisse entoure votre modèle, empêchant les flux d'air indésirables de la refroidir.
Utilisez une porte
Il est conseillé d'utiliser une enceinte fermée. La chaleur est conservée à l'intérieur de l'imprimante, ce qui se traduit par un environnement d'impression plus stable. Lorsque l'on imprime avec des matériaux industriels tels que le PC ou le CPE +, il est fortement conseillé d'utiliser une enceinte fermée en raison des températures d'impression élevées requises. Si vous souhaitez plus d'informations sur l'utilisation d'une enceinte, reportez-vous au kit d'impression 3D avancé ou aux guides de matériaux.