
RAISE3D SERIE PRO – GUIDE DE MAINTENANCE - V1.0
Les opérations de maintenances doivent être effectuées régulièrement afin de maintenir l'imprimante en bon état, ce qui vous permettra d'obtenir des impressions de haute qualité à chaque fois. Certains éléments nécessitent un entretien avant chaque impression et d'autres toutes les quelques centaines d'heures d'impression.
L’ensemble des opérations d'entretien sont accessibles à tous et ne prennent pas beaucoup de temps. Avant d'entreprendre toute manipulation sur votre appareil, il est extrêmement important d'éteindre l'imprimante et de la laisser refroidir.
Les paragraphes suivants présentent le calendrier de maintenance et d'entretien liés à chaque partie d'une imprimante Raise3D Série Pro2. Vous y trouverez également les points de contrôle spécifiques, ainsi que les opérations nécessaires et leur fréquence.
1. Global
Opérations Fréquence
Nettoyer l’imprimante, principalement son Avant chaque impression intérieur et l’environnement proche et ce avant chaque impression.
Surveillez en particulier le support plateau sous votre plateau d’impression.
2. Tête d’impression
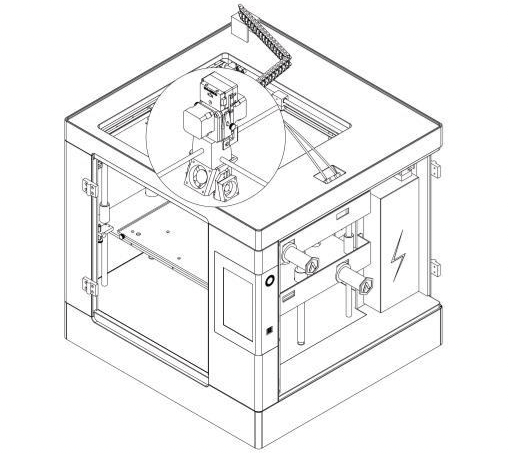
Opérations Fréquence
Vérifier que les vis des collets de serrages Toutes les 300 heures d'impression. qui maintiennent les hotends ne sont pas desserrées et, si nécessaire, les resserrer.
Vérifier la propreté du feeder, si nécessaire, Toutes les 300 heures d'impression. enlever les débris et poussières de filament.
Vérifier le fonctionnement des ventilateurs. Toutes les 300 heures d'impression.
3. Hotend
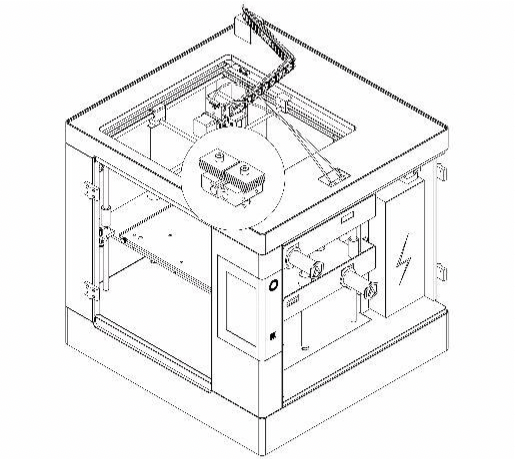
Opérations Fréquence
Vérifier que votre hotend et votre buse ne sont Après avoir terminé une bobine de filament. pas obstrués, qu'ils sont bien propres et exempts de résidus de filament coincés.
Nettoyer la buse. Toutes les 300 heures d'impression.
Vérifier le serrage des vis de fixation de la Toutes les 300 heures d'impression cartouche de chauffe et du thermocouple.
Vérifier que la première couche de la pièce d'essai Avant chaque impression. colle correctement à votre plateau d'impression.
Vérifier que l'alimentation du filament est régulière Avant chaque impression. et qu'aucune contrainte ne bloque l'extrusion.
4. Plateau d’impression
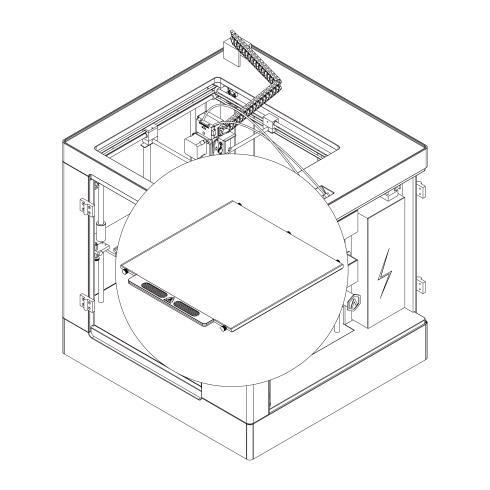
Opérations Fréquence
Nettoyer la surface d’adhésion avec de l'alcool Avant chaque impression. isopropylique (99%) et un chiffon.
Vérifier que le plateau d’impression n’est pas Avant chaque impression. déformé.
5. Axes X et Y
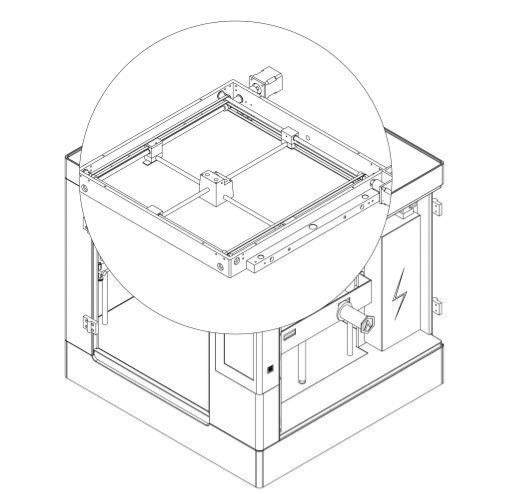
Opérations Fréquence
Vérifier que les axes X/Y du châssis sont propres. Avant Chaque impression
Vérifier la tension des courroies d'entraînement Toutes les 300 heures d'impression. des axes X/Y.
Vérifier le serrage des vis de maintien des axes X/Y Toutes les 300 heures d'impression. et des poulies des moteurs.
Vérifier que la tête d’impression se déplace Toutes les 300 heures d'impression. librement lorsque l’on désactive les moteurs. OU lorsque la tête d'impression ne se déplace pas facilement ou qu'un axe fait un bruit anormal lors d'un mouvement