
Ultimaker a récemment dévoilé ses nouvelles imprimantes Ultimaker 3 et Ultimaker 3 Extended. Le fabricant hollandais a nécessairement accompagné cette sortie de l’arrivée d’une toute nouvelle version de son logiciel Cura. Cet outil gratuit est le plus complet et performant du marché. Lorsque l’on connait l’impact du logiciel sur le résultat des impressions, Cura s’avère être un véritable avantage concurrentiel.
Le logiciel Cura a subi différentes refontes ces derniers mois. En effet il propose à présent une gestion de la double extrusion parfaitement optimisée, et des options innovantes. Même si Cura reste ouvert à l’utilisation d’imprimantes d’autres marques, nous allons nous concentrer sur la double extrusion..
La double extrusion sur Cura : de nouvelles fonctionnalités à exploiter
Conscient de la complexité à l’impression apportée par l’emploi du PVA, Ultimaker a équipé ses imprimantes de deux Print Core différents (AA et BB). Le premier sera utilisé pour l’impression du matériau de construction (PLA, ABS, CPE, Nylon ou autre) alors que le second sera utilisé pour l’impression du PVA. Cette différence est justifiée par la forme interne des buses de chaque Print Core (aka P.C.), optimisée pour l’extrusion de ces différents matériaux.
Afin d’être certain d’effectuer le bon paramétrage, ces P.C. sont détectés par l’imprimante puis l’information est relayée jusqu’au logiciel Cura qui se chargera d’appliquer le bon profil pour imprimer en double extrusion.

En plus d’une détection du type de P.C. utilisé, Cura fiabilise le paramétrage de vos impressions en double extrusion. en effet, il « lie » les paramètres qui doivent l’être. Par exemple, lors de la définition de l'épaisseur de couche pour un extrudeur, cette même valeur sera alors appliquée au second extrudeur.
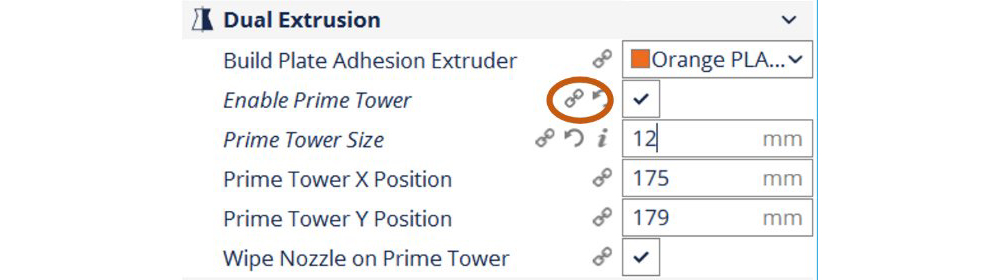
Par cette méthode, Cura fiabilise le paramétrage des impressions et réduit ainsi les possibilités d’erreurs de l’utilisateur.
Les profils matériaux sont adaptés en fonction de la bobine de filament Ultimaker mise en place et lu par le lecteur NFC du porte-bobine. Cela permet donc à Cura de paramétrer automatiquement les températures utilisées pour vos impressions double-extrusion. De cette manière, cura adapte le réglage en fonction du matériau, par exemple, un PLA noir aura un paramétrage légèrement différent d’un PLA blanc !

.
La double extrusion avec Cura : Comment paramétrer les supports
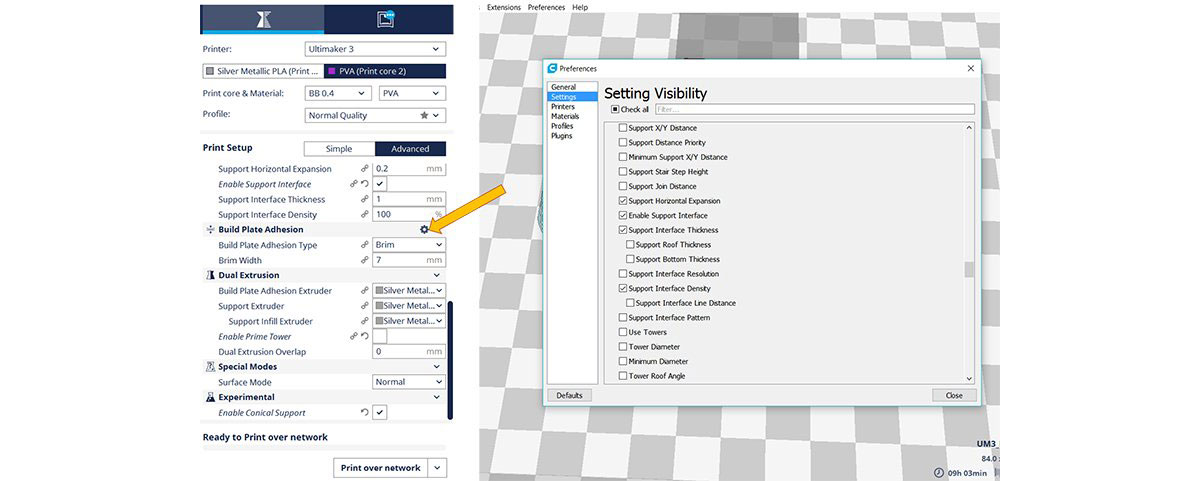
Fort d’un nouveau moteur de génération de support, Cura est maintenant pensé pour imprimer des supports intelligents. Nous vous détaillons donc les paramètres pour vos supports solubles. Ceux-ci sont activables à travers l’interface de gestion des paramètres de Cura.
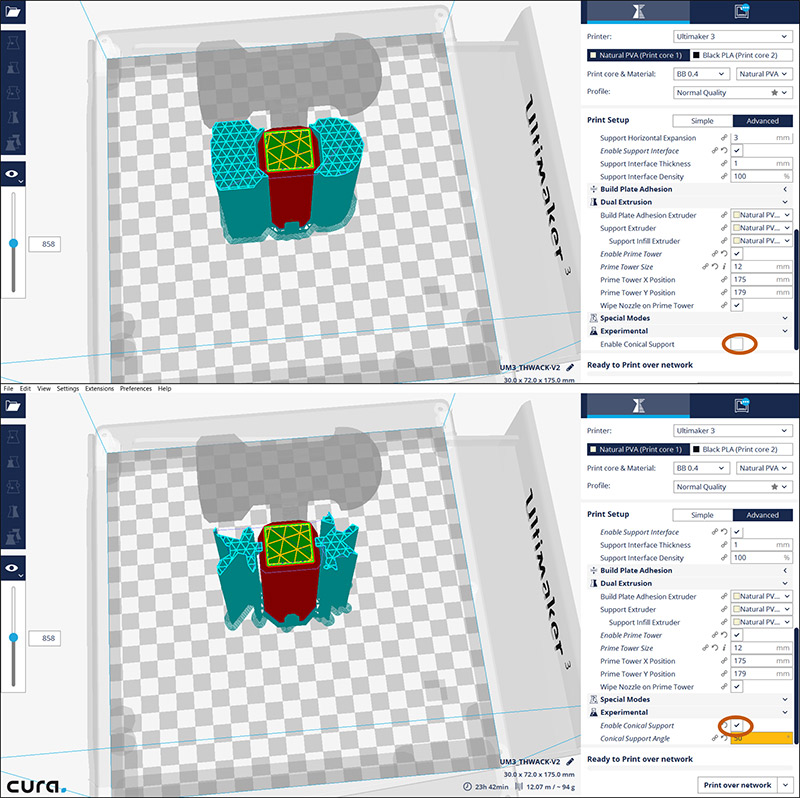
- Optimisez vos temps d’impression et de consommation de PVA. Choisissez des supports coniques ! Disponibles dans le menu « Experimental » ils permettent de réduire la base du support pour qu’uniquement le sommet du support (en contact avec la pièce) soit à sa taille maximum.
- Améliorez l’état de surface des parties supportées en optant pour une interface de support pleine. L’option « Enable Support Interface » de Cura permet donc de fermer les supports. De cette manière, la pièce imprimée repose sur un « toit » plat. Cela améliore drastiquement l’apparence de la pièce sur ses parties en porte-à-faux.
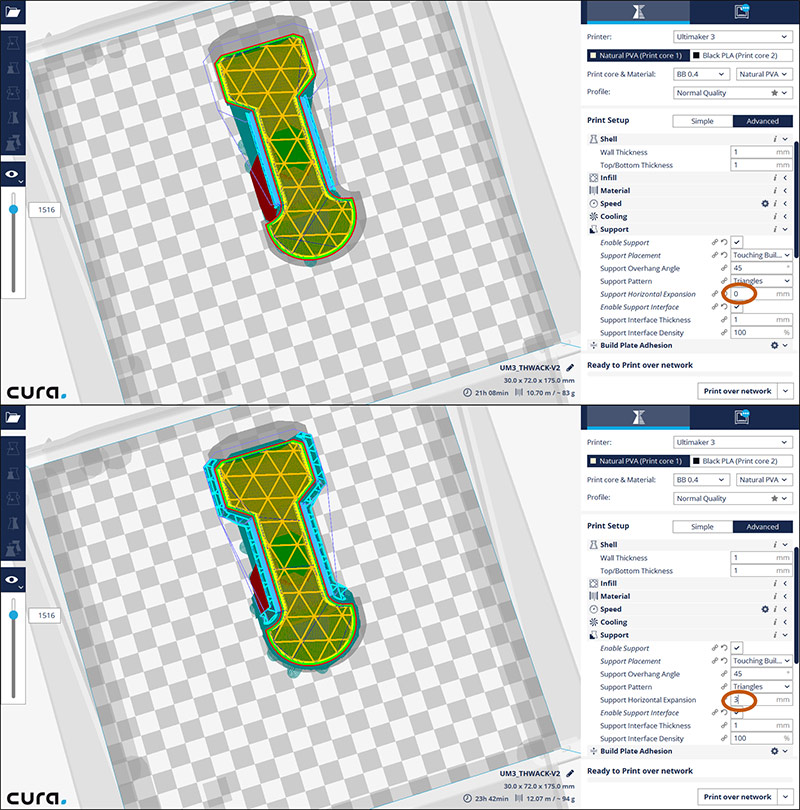
- Fiabilisez l’impression des supports en augmentant leur expansion horizontale. Les supports peuvent être parfois fragiles. Afin de vous assurer que vos supports s’impriment sans risque, il suffit d’activer l’option « Support Horizontal Expansion ». Définissez ensuite une valeur d’un à deux millimètres pour solidifier la structure des supports.
- Post traitez facilement vos impressions avec les supports solubles sur Cura. Les « raft » et « brim » servent à augmenter l'accroche au plateau. Cela permettra de détacher la pièce facilement et ainsi de ne pas avoir à utiliser une pince, et de limiter fortement l’impact sur l’état de surface de la pièce.

L’ensemble des parties imprimées en PVA seront à dissoudre en plongeant la pièce intégralement dans l’eau.
Pour une dissolution plus rapide, nous recommandons d’utiliser une eau chaude (35°C max). De plus, une pompe doit remuer l’eau en continu. Cela permet de dissoudre le PVA en 2-3 heures.
La double extrusion sur Cura : Imprimer en bi-matériaux
La nouvelle version Cura apporte également son lot de nouvelles fonctionnalités. Par exemple, l’impression en bi-matériaux CPE/CPE ou ABS/ABS, sans génération de supports solubles.
Comment fusionner et attribuer vos fichiers STL ?
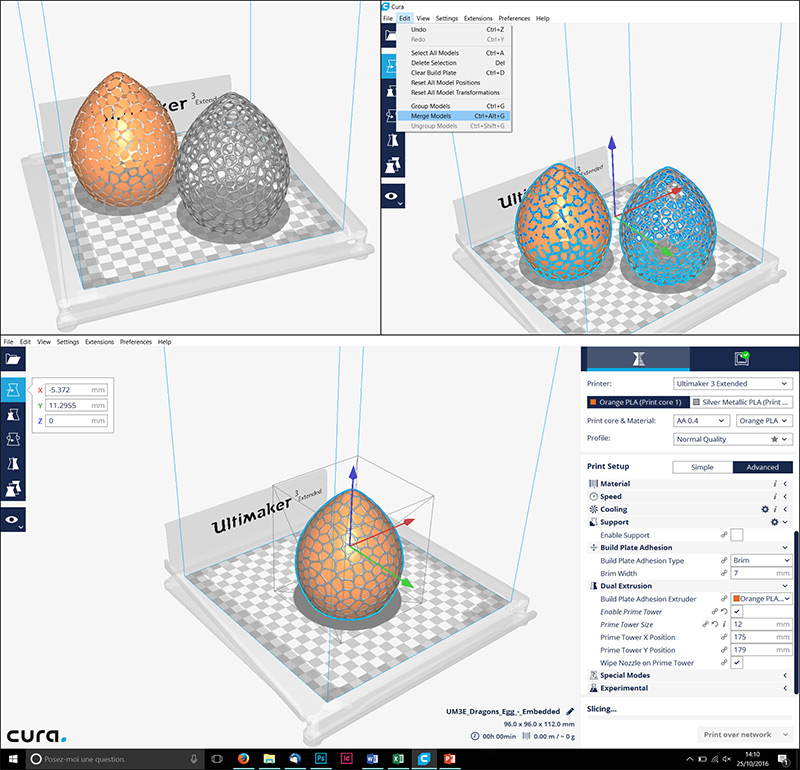
Lorsque que l’on imprime en double extrusion, il est nécessaire d’utiliser deux fichiers STL indépendants qui seront ensuite fusionnés après avoir été paramétrés. Ainsi chaque tête d’impression est attribuée à l’un des 2 modèles, contrairement à l’impression de supports qui est gérée par le logiciel Cura. La première étape de ce paramétrage est donc l’attribution du bon extrudeur pour chaque fichier STL. Pour cela, il faut sélectionner un des fichiers STL puis via l’onglet double extrusion de Cura, lui attribuer l’extrudeur souhaité. Cela permet également de modifier directement sur Cura l’apparence de la pièce en tenant compte du choix réalisé sur la sélection de l’extrudeur. Ce choix réalisé pour chaque fichier a pour effet direct de modifier l’apparence (couleur) de votre pièce sur Cura.Par exemple, lors d’une impression bicolore, il est possible de visualiser l’aspect de la pièce en fonction des coloris et de leur attribution. Lorsque le paramétrage de chaque fichier est terminé, il ne reste plus qu’à fusionner les deux fichiers STL. Pour cela, il faut sélectionner les deux fichiers et utiliser l’option « merge » de l’onglet « edit »
Cette fusion permet d’assembler vos fichiers 3D pour ne former qu’une seule pièce contenant désormais deux attributions différentes.
Comment optimiser le remplissage avec « Infill Mesh » ?
Un autre aspect innovant de ce nouveau Cura est l’Infill Mesh que l’on peut traduire par « Mélange de remplissage ».
Grâce à cette option, il est désormais possible de générer un remplissage différent sur une zone d’impression précise. Que ce soit un remplissage plus ou moins dense pour augmenter la résistance d’une partie de l’impression par exemple ou alors afin de réaliser un remplissage avec un autre matériau.
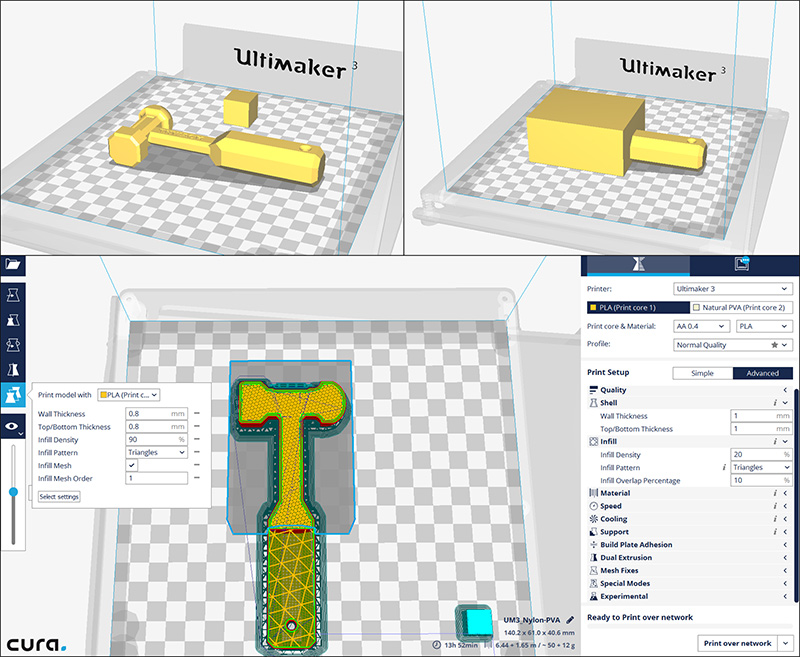
La manipulation à réaliser est relativement simple et nécessite seulement l’utilisation de fichier tiers. Nous recommandons de télécharger/modéliser une sphère, un cube et un cylindre.
Par la suite, il faut insérer ce fichier supplémentaire à votre modèle 3D et le dimensionner / orienter de manière à ce qu’il occupe l’espace de remplissage que l’on souhaite modifier.
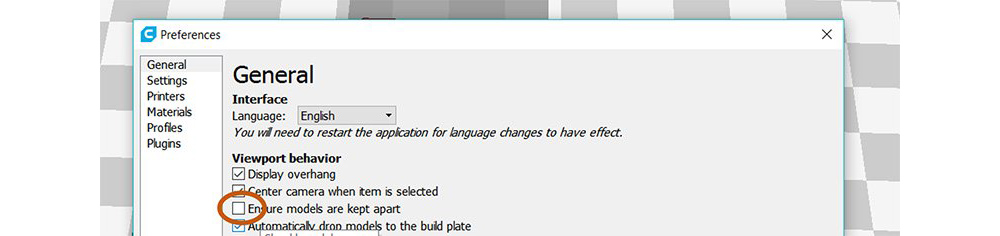
Attention, pour pouvoir superposer ces deux modèles, il est nécessaire de désactiver dans l’onglet général l’option qui ne permet pas à vos fichiers de se croiser.
 La création de ce remplissage ajoute une coque supplémentaire à l’intérieur de la pièce. En fonction des contraintes de résistance ou de flexibilité il peut être utile de supprimer cette coque supplémentaire, pour cela indiquez une valeur à 0.
Lorsque ces éléments ont bien été positionnés et paramétrés vous pouvez alors demander un remplissage différent sur la zone où apparait une superposition de vos modèles.
La création de ce remplissage ajoute une coque supplémentaire à l’intérieur de la pièce. En fonction des contraintes de résistance ou de flexibilité il peut être utile de supprimer cette coque supplémentaire, pour cela indiquez une valeur à 0.
Lorsque ces éléments ont bien été positionnés et paramétrés vous pouvez alors demander un remplissage différent sur la zone où apparait une superposition de vos modèles.
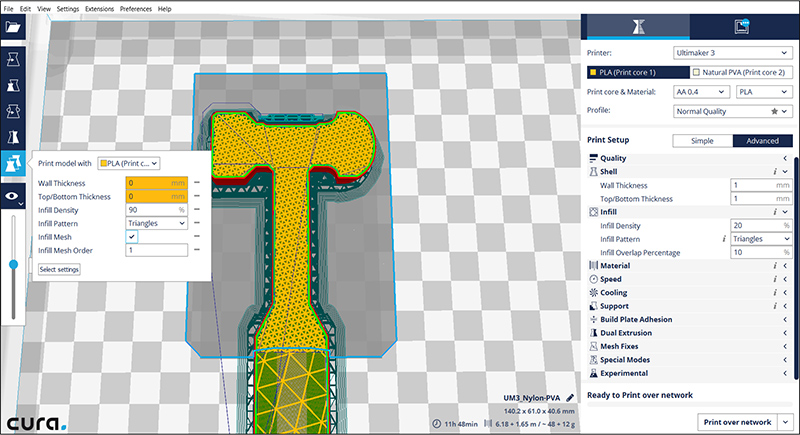
Pour se faire, il est nécessaire d’utiliser le menu de gauche, et faire varier la densité du remplissage. Dans l’exemple ci-dessus, vous pouvez constater que l’Infill est d’une densité de remplissage de 90 % (sans coque) alors que le reste de la pièce des d’une densité de 20%.
Comment renforcer la liaison entre vos deux matériaux ?
Afin de conserver une solidité suffisante sur vos pièces imprimées en deux couleurs, (ou en double matériaux) Cura apporte une solution simple et efficace.
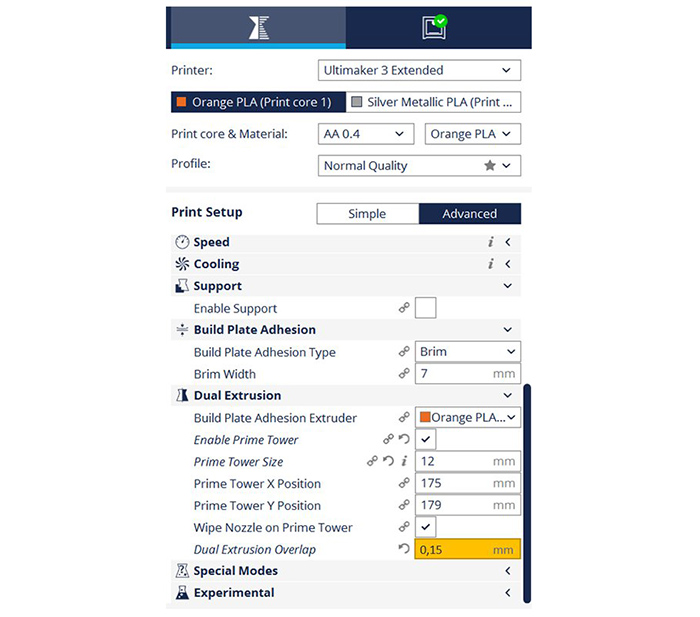
Le dual extrusion Overlap est une option disponible dans la partie Dual extrusion de vos paramètres d’impression. Ce paramètre, à quantifier en millimètres, correspond à une distance sur laquelle l’imprimante va effectuer un chevauchement entre les deux matériaux.
Ce chevauchement aura un effet sur la résistance de votre pièce mais aura tendance à rendre plus approximative la séparation visuelle entre ces deux matériaux, et donc impacter le visuel de la pièce.
Une valeur de 0.15 mm est généralement suffisante mais peut être augmentée en fonction du besoin.
 Conclusion
Conclusion
En règle générale, la double extrusion permet de ne plus être contraint par l'impression avec un seul filament. La double extrusion est gérée de manière différente selon votre imprimante 3D. C'est pour cette raison que les astuces et techniques sont à utiliser avec les imprimantes Ultimaker, équipées de la double extrusion.
Il faut également faire la différence entre une impression avec le même matériaux (PLA-PLA ou ABS-ABS…) et avec un matériau support. Le système reconnait les bobines et les Print Core. De ce fait, cela apporte une rapidité et une fiabilité accrue pour la gestion des impressions de ce type.
{kind=link}
{kind=link}
La gestion précise des supports solubles est un vrai atout. Rajoutez à ça le paramétrage efficace des fichiers STL offrent de nouvelles perspectives pour tous vos projets d’impression 3D en milieu professionnel.
Que pensez-vous du nouveau Cura ? Utilisez-vous les différents paramètres de double extrusion sur Cura ? Avez-vous d’autres astuces pour optimiser vos paramétrages en double extrusion avec Cura ? Partagez votre expérience en laissant un commentaire !
https://makershop.fr/blog/parametre-cura-double-extrusion