
La vitesse d'impression est un paramètre important dans l'impression 3D. La vitesse influe en effet sur la durée totale de conception de la pièce. Il est important de comprendre que la vitesse d'impression aura également un impact sur la qualité des impressions. Certains fabricants d'imprimantes 3D se concentrent sur la vitesse d'impression afin de permettre aux utilisateurs d'obtenir des pièces rapidement. Ultimaker se concentre en revanche sur la fiabilité et la précision. Il sera cependant possible, en fonction des matériaux, d'optimiser ces vitesses d'impression afin de gagner du temps tout en préservant la qualité.
Découvrez dans cet article et dans la vidéo ci-dessous les différents paramétrages d'Ultimaker Cura permettant d'optimiser la vitesse d'impression afin de diminuer la durée de fabrication de vos pièces.
Paramètres de vitesse
Dans la partie Vitesse du slicer, il est possible d'optimiser certaines valeurs afin de jouer directement sur la vitesse d'impression. Il sera bon de noter que l'augmentation de la vitesse devra toujours être liée à une augmentation des températures. De plus, modifier les réglages de vitesse pourra entraîner des risques de perte en qualité. Des tests de paramétrage pourront être nécessaires afin de trouver la vitesse adaptée au matériau.
C'est pourquoi nous vous conseillons d'agir sur la vitesse pour les parties de la pièce qui ne seront pas visibles. Les indications suivantes sont valables pour du PLA et devront être adaptées en fonction du matériau. Ainsi, la vitesse de remplissage peut être augmentée de 80 à 100mm/s. De même, la vitesse d'impression des parois peut également être optimisée : pour la paroi externe qui sera visible, nous recommandons une augmentation légère à l'inverse de la paroi interne, non visible, qui pourra passer de 40 à 50mm/s. La vitesse d'impression du dessus/dessous peut quant à elle passer de 30 à 40mm/s.
Enfin, nous vous déconseillons de modifier la vitesse de couche initiale, permettant de réussir la première couche, ainsi que les autres paramètres de vitesse tels que les déplacements ou l'accélération.
Optimiser le remplissage des pièces
Modifier les paramètres de remplissage permettra également d'influencer la durée d'impression. La densité de remplissage conseillée est de 20%. Celle-ci peut être légèrement diminuée jusqu'à 15%. Encore une fois, il sera important de prendre en compte le matériau utilisé ainsi que l'utilité de la pièce. S'il s'agit d'une pièce nécessitant une certaine résistance mécanique, la densité de remplissage ne pourra pas être diminuée. Il sera en revanche possible d'optimiser deux autres paramètres de remplissage, le remplissage graduel et l'épaisseur de remplissage.
Épaisseur de remplissage
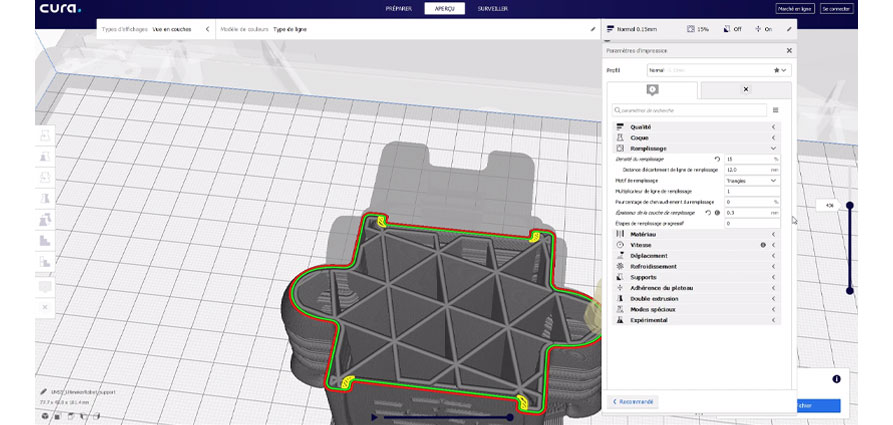
L'épaisseur du remplissage peut être augmentée car celle-ci n'est pas importante pour l'effet visuel. En augmentant l'épaisseur du remplissage, on permet en effet à la machine de faire moins de passage pour le remplissage et donc de gagner du temps sur la durée de l'impression. Pour le paramétrage de cette valeur, il sera essentiel de choisir un multiple de l'épaisseur de couche. Par exemple, si l'épaisseur de couche est de 0.1mm, l'épaisseur de remplissage devra être de 0.2mm ou 0.3mm par exemple.
Remplissage graduel
Le remplissage graduel est une option permettant de diminuer la densité du remplissage dans les parties ayant le moins besoin de remplissage et de l'augmenter à l'approche des parois horizontales. Ce paramètre permet de conserver la qualité de la pièce tout en diminuant la durée de l'impression car le remplissage global sera moins important.
Largeur de ligne et épaisseur de paroi
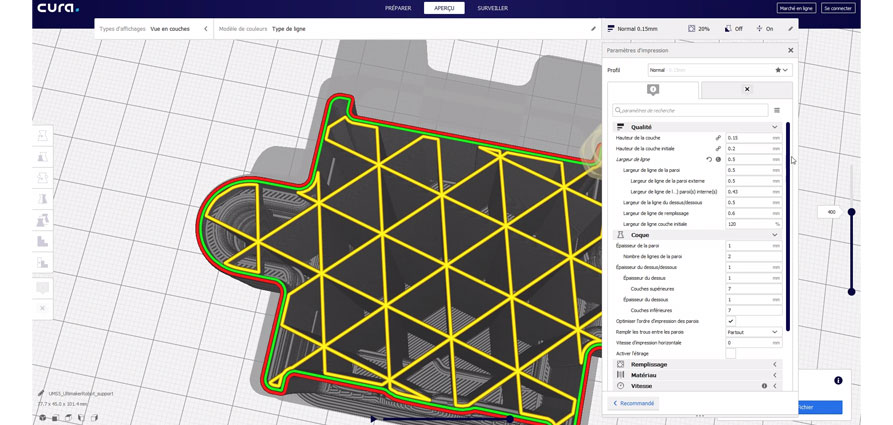
Pour une épaisseur de paroi de 1mm, la valeur par défaut de largeur de ligne sera de 0.35mm. Ce qui signifie que la machine devra effectuer trois passages se chevauchant afin d'obtenir la bonne valeur de l'épaisseur de paroi. En modifiant la largeur de ligne à 0.5mm, on permettra à la machine de n'effectuer que deux passages. Ce qui réduira la durée d'impression. Étant donné que l'imprimante devra extruder plus de matière avec une largeur de ligne plus importante, il sera nécessaire d'augmenter la température d'extrusion. Nous vous conseillons de procéder en test en augmentant par paliers de 5°C. Ce paramètre n'aura pas d'impact sur la qualité visuelle de la pièce.
Double extrusion et utilisation de supports
Afin de gagner en vitesse et diminuer la durée d'impression des pièces imprimées en double extrusion et nécessitant des supports, il est possible d'intervenir sur différents paramètres.
Supports
Tout d'abord, les supports sont générés par défaut avec une densité qui peut être légèrement diminuée. En effet, les supports sont utilisés pour la construction de la pièce mais seront ensuite retirés. C'est pourquoi ils n'ont pas de besoins spécifiques en résistance ou en solidité. Il sera également possible d'effectuer les mêmes paramétrages pour les supports en termes d'épaisseur de remplissage que pour le matériau de construction.
Enfin, pour les supports, un paramétrage pourra être effectué concernant les étapes de remplissage graduel du support. La valeur renseignée pour ce paramètre déterminera le nombre de division par deux de la valeur de la densité du support. Les différentes étapes seront ensuite déclenchées en fonction de l'approche des coques. Cela permettra d'imprimer avec une densité plus élevée en approchant des coques et une densité plus basse lorsque celle-ci est moins essentielle.
Double extrusion
Lorsque deux matériaux sont utilisés pour la construction d'une pièce, le choix de buses de diamètres différents peut être fait. En effet, en utilisant un Print Core 0.40mm et un Print Core 0.80mm, il sera possible de sélectionner la buse 0.40mm pour la coque extérieure de la pièce et la buse 0.80mm pour les parties remplissage et support. Lorsque deux filaments sont utilisés, positionner l'objet sur le plateau au plus proche du switch permet d'éviter de longs déplacements à la tête d'impression pour chaque changement de matériau.
De même, en fonction de la pièce, il pourra être avantageux de remplacer la tour de nettoyage par un bouclier de suintage. Le bouclier de suintage créera une coque autour de la pièce plutôt qu'une tour un peu plus éloignée de la pièce. Cela diminuera également les déplacements de la tête d'impression et par conséquent, la durée totale de fabrication. Cette option dépendra en grand partie de la taille de la pièce. Pour une pièce en grand volume, le bouclier de suintage ne sera pas forcément plus rapide que la tour de nettoyage.
Autres paramètres possibles
D'autres paramétrages peuvent être optimisés afin de gagner en vitesse d'impression et réduire la durée de conception. Ces paramètres concernent notamment les déplacements effectués par les têtes d'impression ainsi que la partie expérimentale d'Ultimaker Cura. Celle-ci comporte des paramétrages pouvant être testés en fonction des modèles à imprimer et des matériaux utilisés.
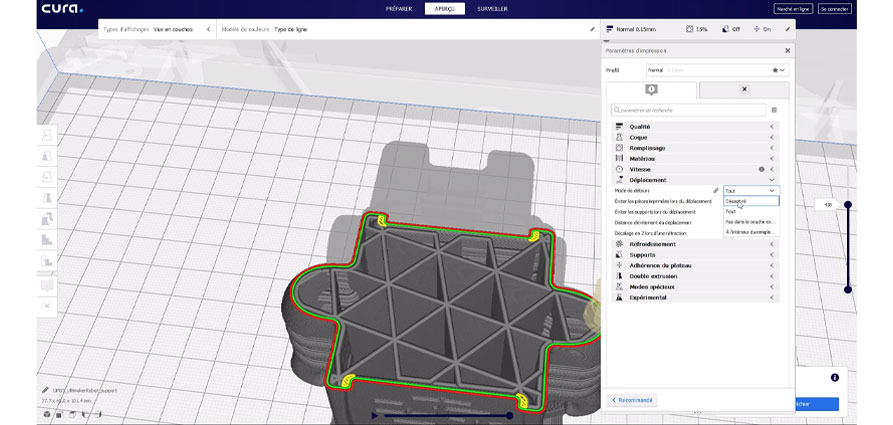
Déplacement de la tête d'impression
Concernant le déplacement, l'option Mode de détours peut être désactivée afin de permettre des déplacements plus directs de la tête d'impression. Le matériau se rétractera et la buse pourra se déplacer vers le point suivant en ligne droite. En optant pour la désactivation du Mode de détours, la durée de l'impression sera moins élevée. Mais les risques pour l'impression de l'objet seront en revanche plus importants.
Mode expérimental
Deux paramètres du mode expérimental peuvent être utilisés afin d'améliorer la vitesse d'impression. Tout d'abord, l'activation des supports coniques. Les supports coniques donnent la possibilité d'obtenir des formes de supports optimisées afin de réduire la quantité de support et donc de diminuer la durée d'impression. En effet, avec les supports coniques, les parties inférieures des supports seront beaucoup plus petites que les parties supérieures, en contact avec la pièce.
Enfin, il sera également possible d'activer l'Optimisation du déplacement de remplissage. Cette option, également disponible dans la partie expérimentale, viendra optimiser l'ordre dans lequel les lignes de remplissage sont imprimées. Cela aura pour effet de diminuer la distance parcourue et donc de diminuer la durée de l'impression.
Comme vous avez pu le constater, il existe de nombreux paramétrages dans le logiciel d'Ultimaker qui permettent d'optimiser la durée d'impression. Il faut cependant prendre conscience que l'impression 3D reste un procédé de fabrication rapide en comparaison aux méthodes traditionnelles. L'optimisation de la vitesse est donc importante, mais elle doit aussi prendre en compte et préserver la qualité et la fiabilité de l'impression. Si vous souhaitez obtenir plus d'informations sur ces paramétrages, n'hésitez pas à laisser un commentaire ci-dessous.
https://makershop.fr/blog/vitesse-impression-optimisation-avec-ultimaker